We have been following this unique 1968 Camaro build at Roadster Shop for a couple of installments. This time we’ll look at the tasteful modifications made to the rear of the car.
All of the unfinished seams on the back panel were welded up, and the openings for the gas cap and decklid key will be filled.
The first step was filling the gas cap opening and the hole for the decklid key. All the joints on the rear corners were finish-welded and smoothed at this time.
Even these small steps have made a noticeable improvement in the look of the back panel.
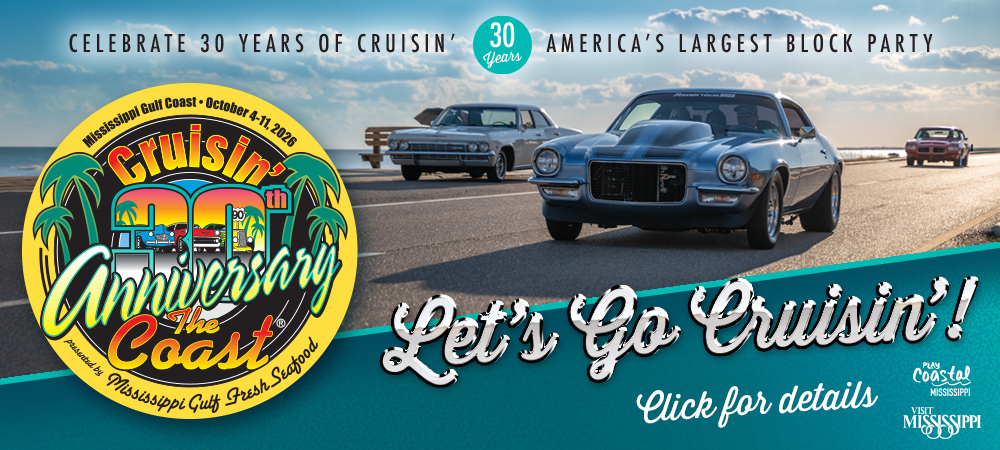
The fit of the rear bumper was tightened up against the body, and the holes for the original bumper bolts were filled. All the bumper surfaces were metalfinished at this stage.
Clamps and magnets are used to support the rear bumper as it is pulled in closer to the body.
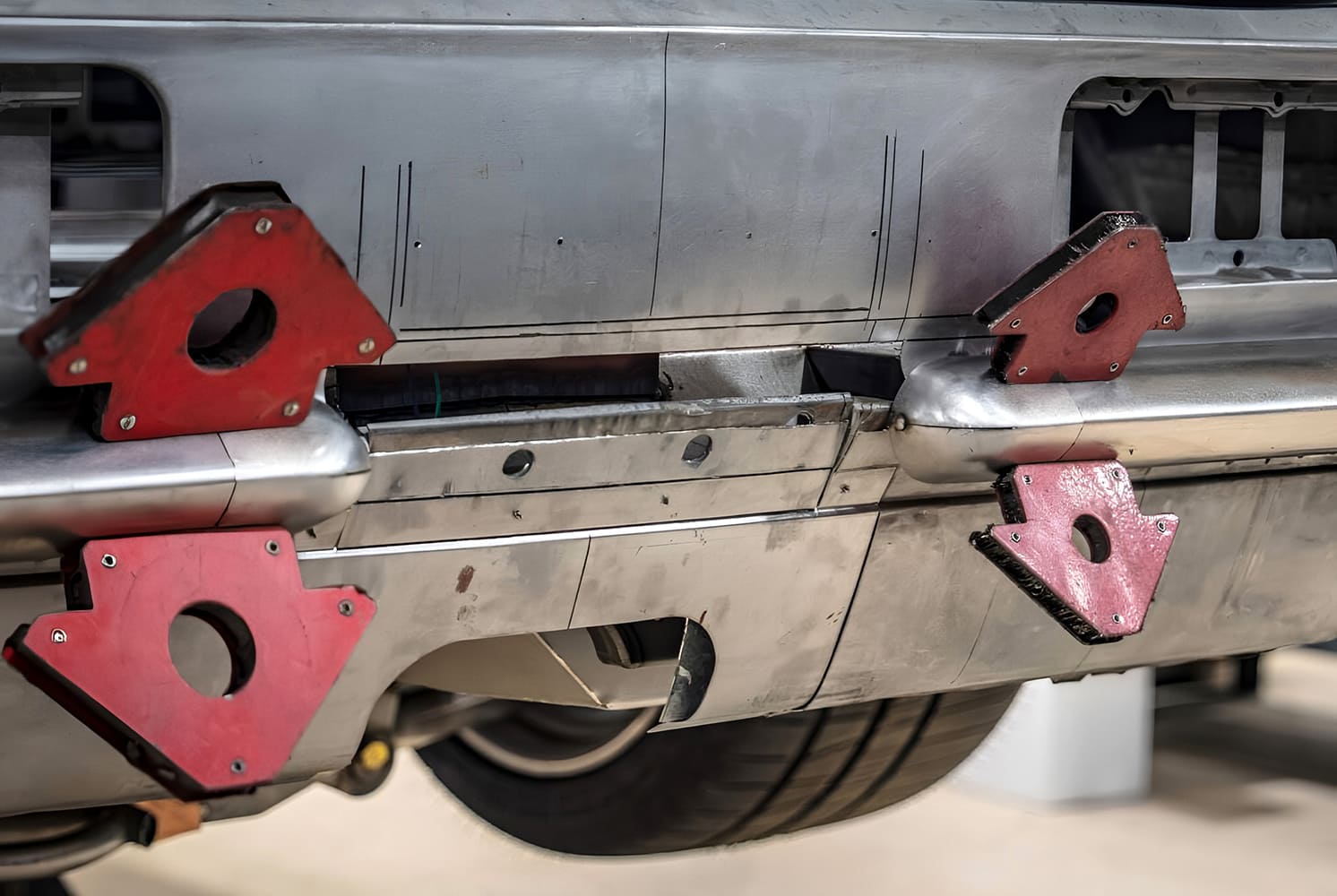
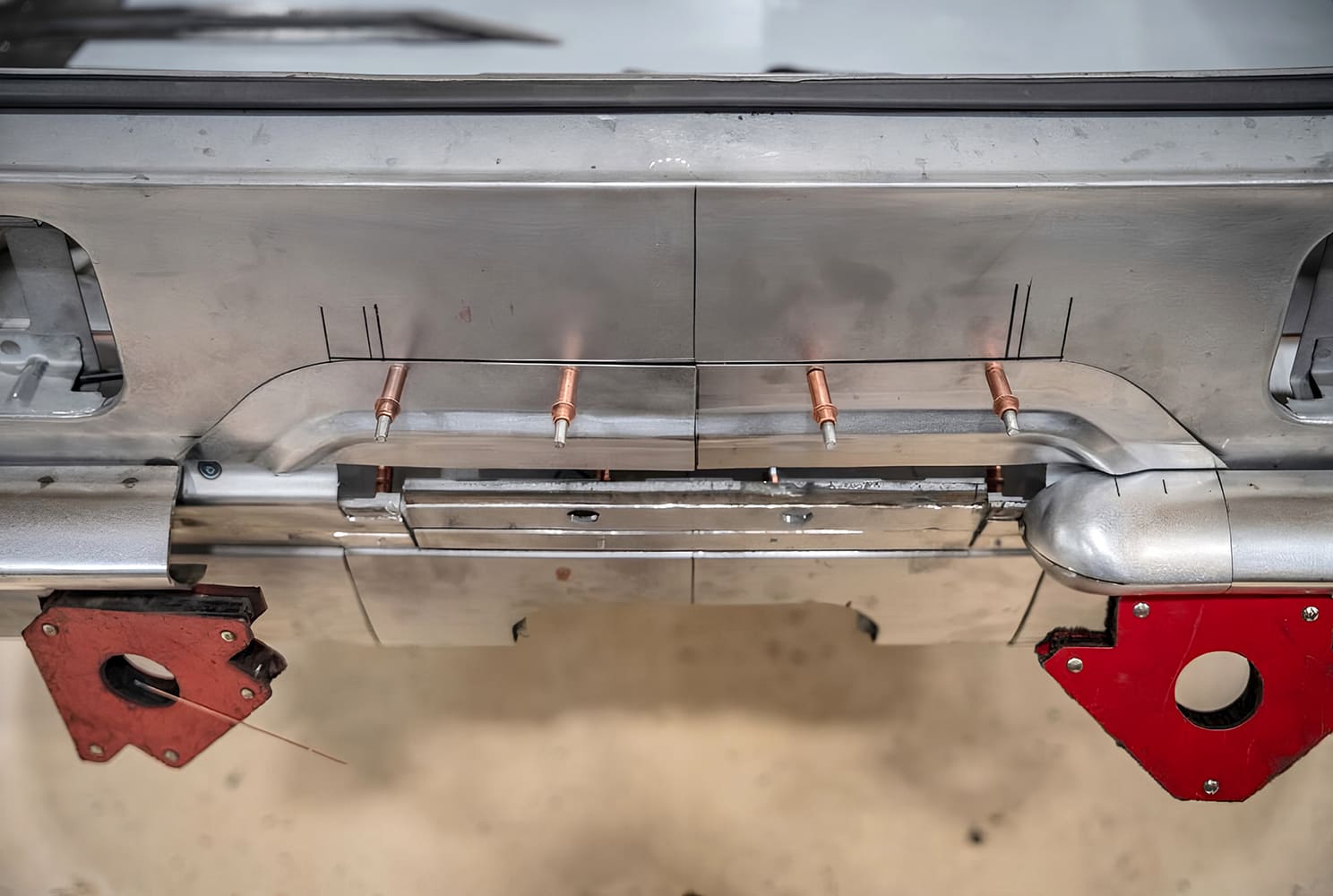
There will be twin exhaust pipes exiting in the center of the car. The original license plate mount was removed and a new panel was formed with the cutout for the exhaust tips. The license plate was moved up a few inches, and the center of the rear bumper was removed. Portions of the removed bumper section were worked into a bullet shape, which will cap the cut ends of the bumper.
The original boltholes in the bumper were filled, and all surfaces were filed and block-sanded to get them perfectly smooth.
A contoured bead was formed on a piece of sheetmetal and fitted into place just above the license plate frame. Great care was taken to get all these elements to fit together neatly, and after all the adjustments were made and checked with a laser level, the new bead was welded into the rear panel.
One hole is left to fill on the bumper sides.
The edge of the opening for the exhaust pipes was given a subtle outward curl, and a flange was made to cap the inside, which gives the opening a much more finished look and adds strength.
The bumper was split into four pieces to draw it in a little closer to the body.
Special vents were added to the rear valence panel. Each vent has four slots in it, and special tooling was made to form a nice, clean flange on each opening. Once the slot’s vent panels were made and flanged, they were contoured to fit the valence panel and then carefully aligned and final welded into place.
The bumper is completely smoothed here and tucked snugly against the body.
The result of all these modifications gives the car a distinctive character, but it is very much in keeping with the design characteristics of the original Camaro.
The projection for the license plate mount was removed, and a new piece of metal is being fitted to replace it.The dual exhaust pipes will exit through this new panel. A layout is being made here for the opening.The license plate is trial-fitted in its new location, and the center of the bumper has been cut away to make room.A section of the removed center portion of the bumper is being contoured on one end. This will become the inner cap for one side of the bumper.The newly formed bumper caps are held with magnets for the test-fitting.A bead roller was used to prepare several sample panels for a formed detail that will go above the license plate.The best-looking panel was selected, and a cut was made in the center to narrow it slightly for a perfect fit. Clecos hold the part in place as the final adjustments are made.Once the fit of the parts was finalized on the body, they were removed from the car and welded together.After the welded seam was smoothed, the panel was reinstalled on the car so the rear panel could be marked and trimmed for a butt joint.Prior to final welding, a laser level is used to verify the precise alignment of all components.The new beaded panel has been tack-welded into place and a mockup of the dual exhaust pipes is trial-fitted in its opening.Here the beaded panel is being finish welded.A radiused edge is added to the opening for the exhaust pipes.The lower edge of the beaded panel is finish-weldedHere, the beaded panel has been metalfinished and the panel with the exhaust opening is being tack welded into place.A wide flange was added to the lower edge of the exhaust pipe opening, giving it a more finished look, and adding extra strength.Here the bumper caps have been welded and smoothed and the license plate frame is trial-fitted. Note how snugly everything fits together.A special form was made to create flanged openings on inserts that are being made for the rear valence panel.Clecos hold the panels as the placement is finalized.The openings for the flanged panels were cut out and are being carefully cleaned in preparation for welding.The panels are test-fitted one last time before being tack welded.The panels have been finish-welded here and are being metalfinished. After welding, sometimes hammering from the back side is the best way to raise a low spot.Here is the finished tail section of the car. It is unmistakenly a Camaro, but the thoughtful tweaks in design make this one truly unique.
We use cookies to ensure that we give you the best experience on our website. If you continue to use this site we will assume that you are happy with it.