By Ron Covell – Images by Ron Covell & Ron Potts
Every custom project has at least one moment where creativity, problem-solving, and craftsmanship all must come together—and often, that moment comes when a builder wants to blend design inspiration from one vehicle into another. That was exactly the case when Ron Potts reached out to me about a unique detail for his 1956 Ford F100 build. He wanted to add a series of roof grooves reminiscent of the distinctive ribbed styling that Chevrolet used on its Nomad station wagons—a subtle but unmistakable touch that would give his truck a period-perfect custom look.

I teach private workshops in metalworking, and I always enjoy the unique challenges that each student brings. But I’ll admit, I’d never attempted this particular modification before. Still, I was confident we could make it happen—and that a bead-rolling machine might be the key to pulling it off.
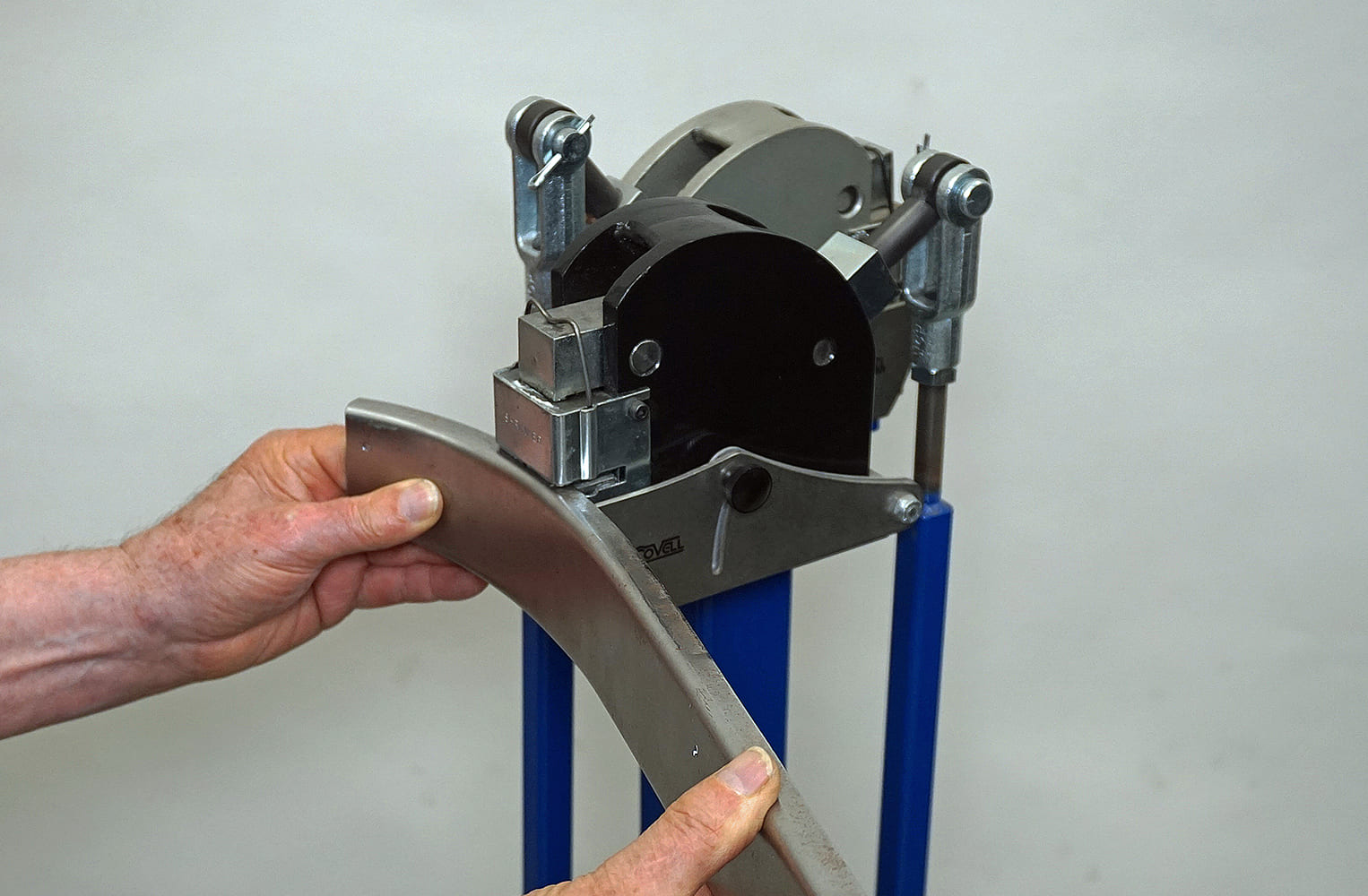
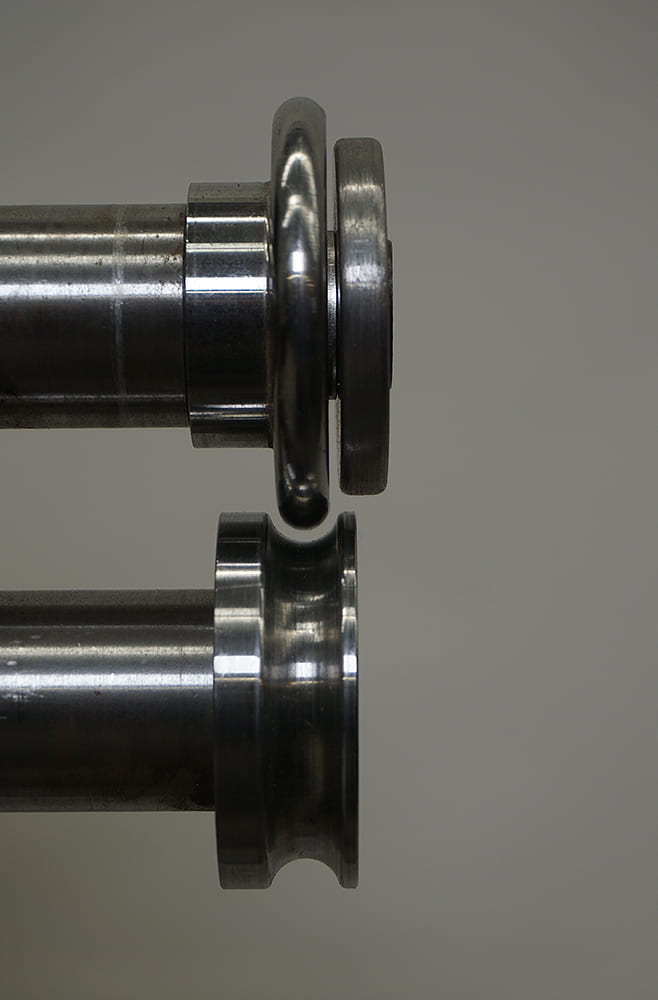
If you’re not familiar with bead rollers, they use two parallel shafts fitted with dies to form a broad range of shapes and profiles in sheetmetal. Beading dies come in many sizes, and I figured my 7mm dies would be a good match for the Nomad-style grooves.

One limitation of most bead rollers, however, is the narrow space between the shafts—usually no more than 2 inches. That can limit the size and contour of the panels you can work with, and I knew right away that the roof panel’s shape at the front and rear would make it impossible to run as one piece. The solution? Cut the roof skin in half, roll the grooves in each section separately, then weld the panels back together afterward.

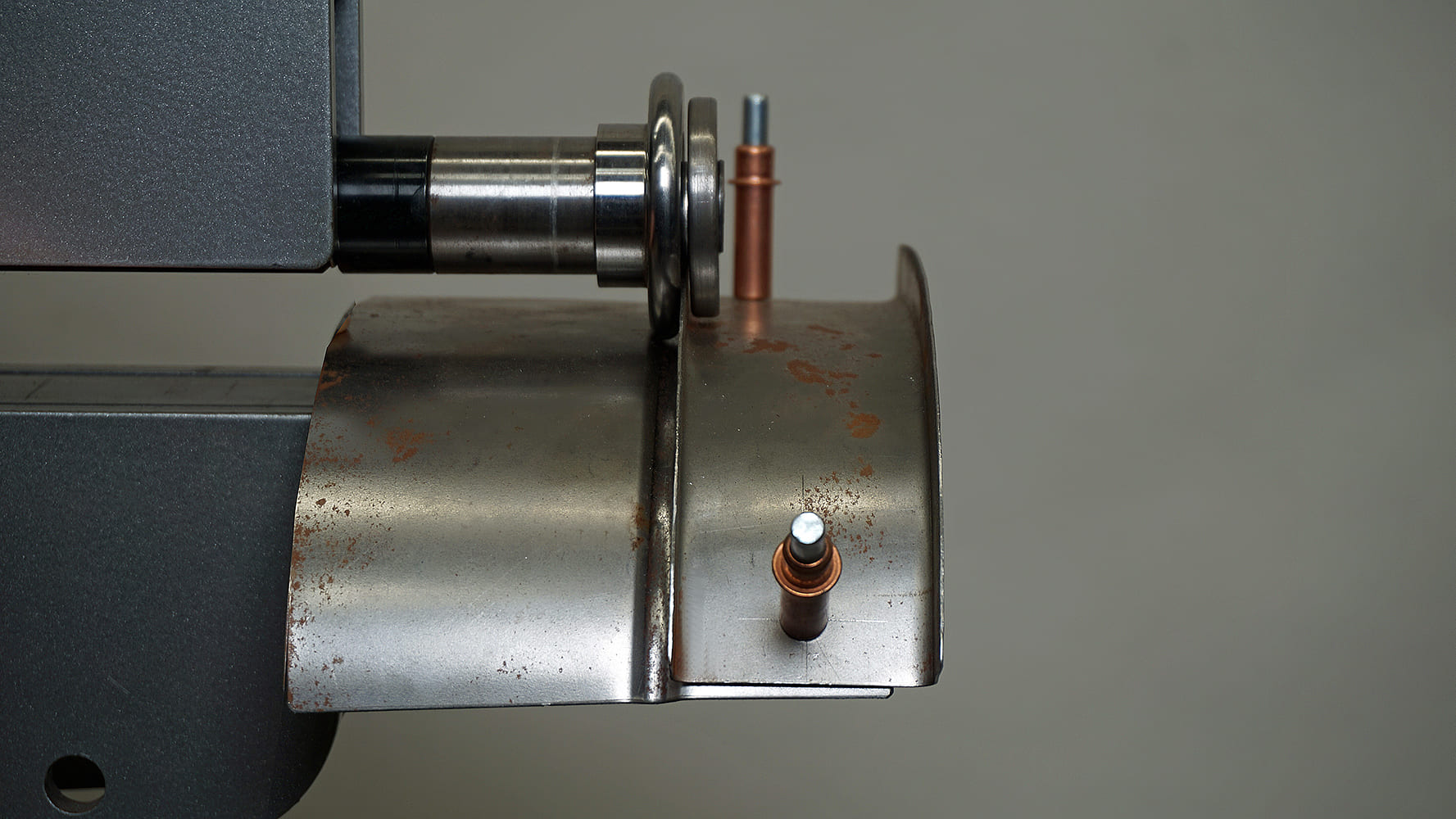
A guide is essential for rolling perfectly straight beads. Sometimes the edge of a panel can be run against a guide, but that wasn’t an option here. Instead, I decided to temporarily attach a guide with a standing flange directly to the panel and outfit the top die with a matching groove to keep everything aligned. The concept seemed promising, but I told Potts I wanted to run a small test piece first before committing to the full project.

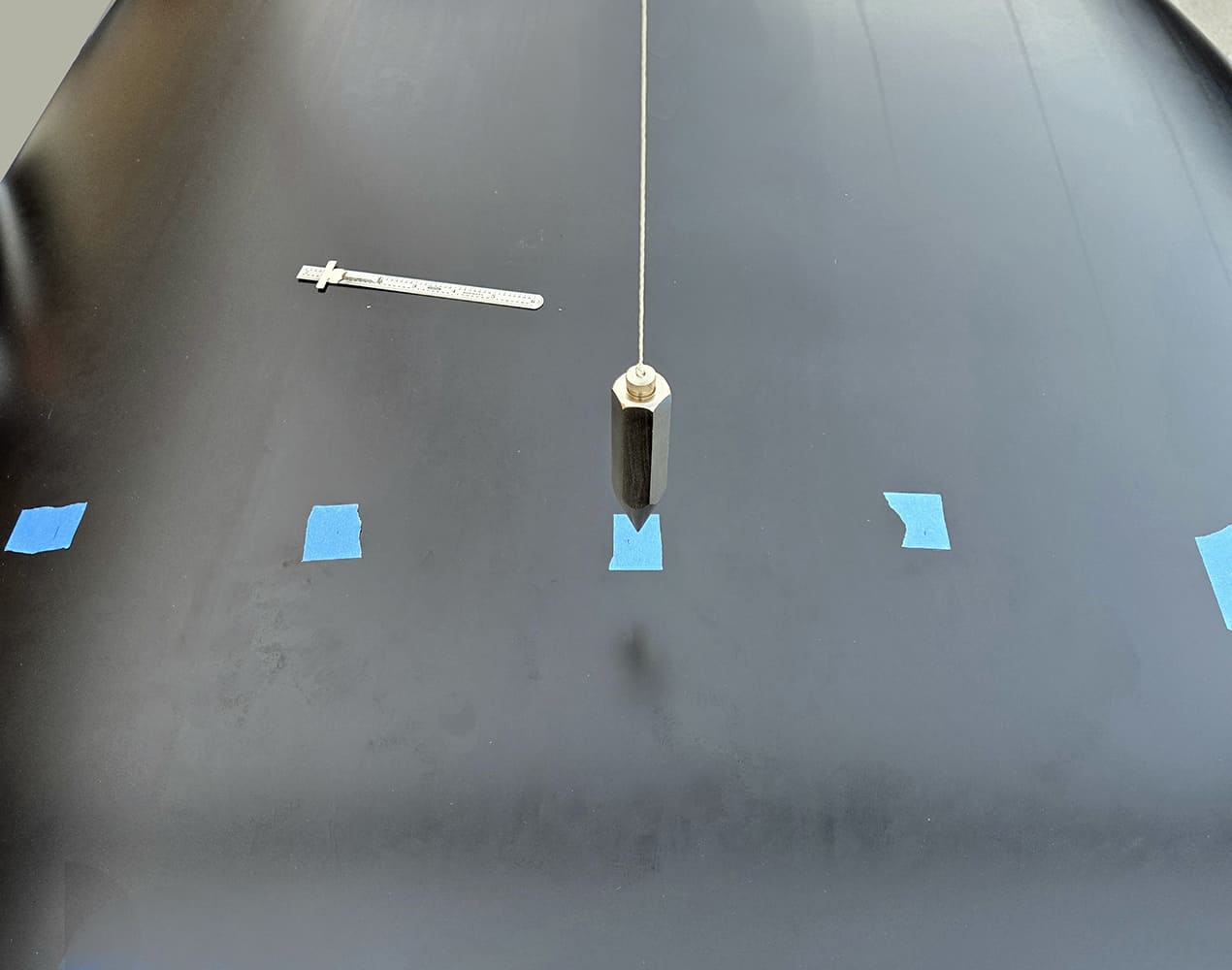
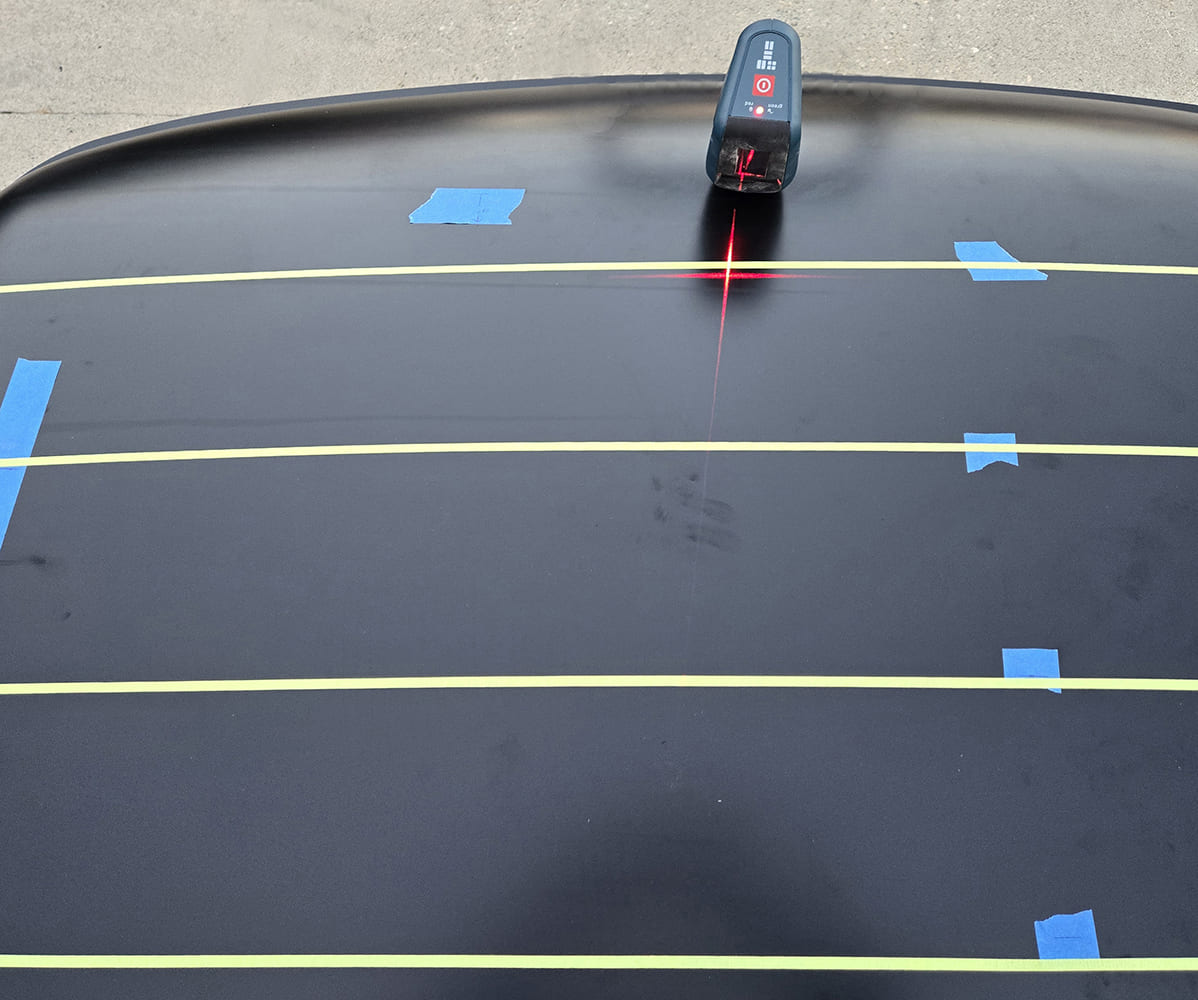
The sample worked beautifully, so we set a date to tackle the real thing. Proper layout is critical on a job like this—and time-consuming—so Potts handled that step before arriving at my shop. He used a 4-foot ruler, a plumb bob, and a laser to lay out the groove pattern with precision.
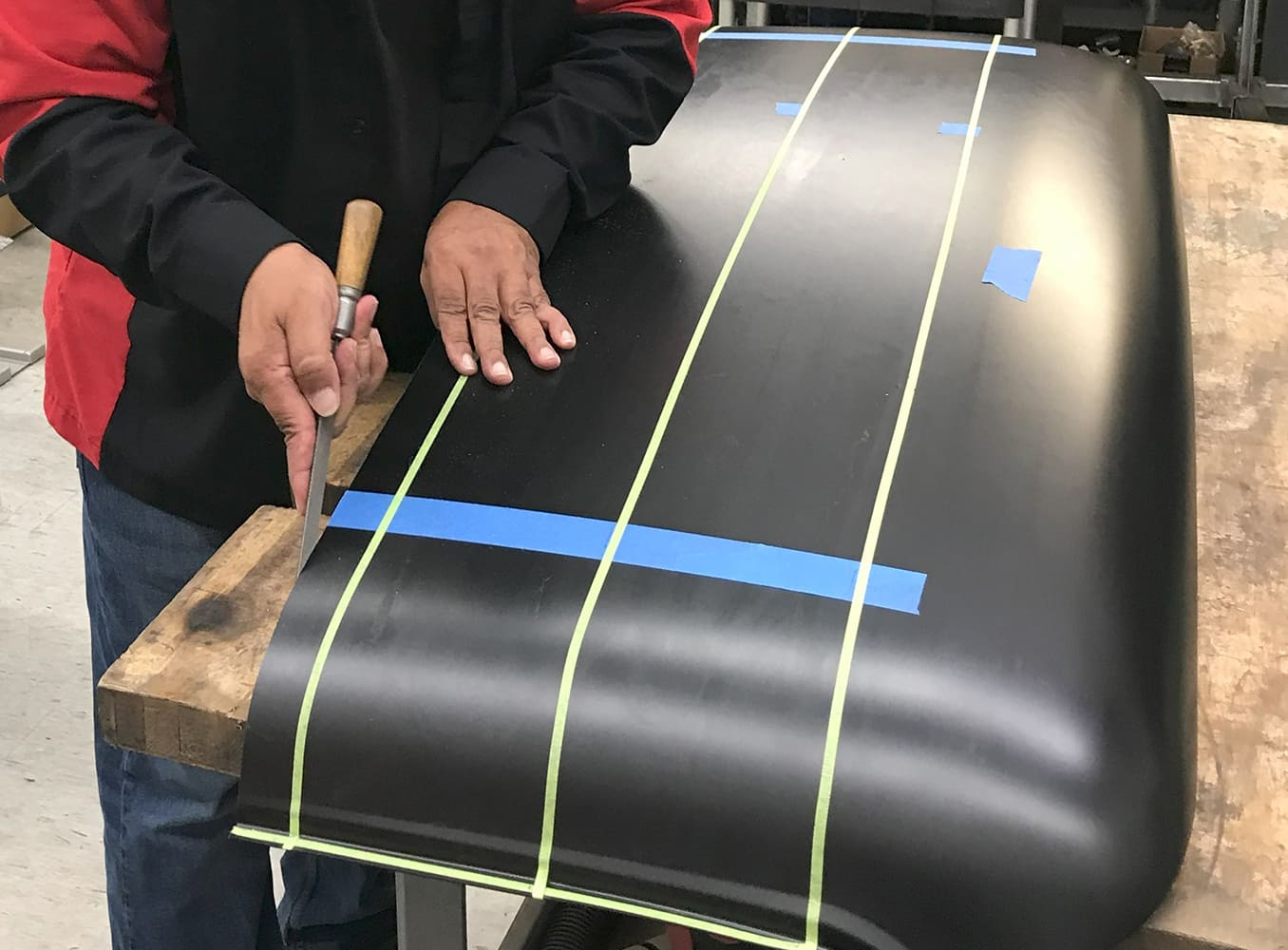
On the day of the workshop, we double-checked all the measurements to make sure the roof would fit into my machine once it was cut in half. Everything checked out, so we marked a centerline down the roof. This would divide the panel into two manageable sections—the front with two grooves and the rear with three. Using 1-1/2-inch masking tape as a guide, we made the cut with a fine-tooth jigsaw.

After deburring the edges and covering them with gaffer’s tape for safety, we turned our attention to the guides. Two strips of 16-gauge steel were cut to size and bent with a 3/8-inch flange along their edges. The plan was to build the guides in two sections and weld them together in the center.

We created a chipboard pattern to capture the roof’s edge contour, then used a sheetmetal stretcher to shape the channels to match. Once both sides of the guide were formed, they were trimmed, tack-welded together, aligned with the tape line, and clamped in place. We drilled 1/8-inch holes so the guides could be temporarily attached with Clecos.
A dry run through the bead roller revealed one more obstacle: the panel was so wide that its edges would hit the floor before the beads reached their endpoints. The fix was straightforward—elevate the machine on a 12-inch platform.
Running such a large panel through the bead roller is definitely a two-person job. One person operates the foot pedal for the motor on the bead roller and steers the panel to keep the guide aligned in the die’s groove, while the other supports the weight on the outfeed side. Once we found our rhythm, we made five passes per bead, lowering the top die a half-turn on the adjustment handle with each pass.
After the first bead was complete, we removed the guide to check its straightness—and it came out beautifully. We repositioned the guide and continued on with the remaining grooves.

All told, the process took several hours, but the results were well worth it. As you look through the photos, you’ll see many of the small details that made this project a success. Both Ron and I were thrilled with the outcome—and he’s already moving forward with the next steps of his ambitious F100 build.
Check out this story in our digital edition here.
For more F100 feature and tech articles, click here.