The corniest and most overused story title in the book for a car magazine is “It’s a Family Affair” but sometimes you just have to go with it … or maybe not. The saga of 15-year-old Hunter Hay and his dad, Ron, building a 408ci stroker LS engine to run in a drive-and-drag 1966 Nova when Hunter turns 16 years old is really a story about Hunter and Ron’s help and support from their extended race car family.
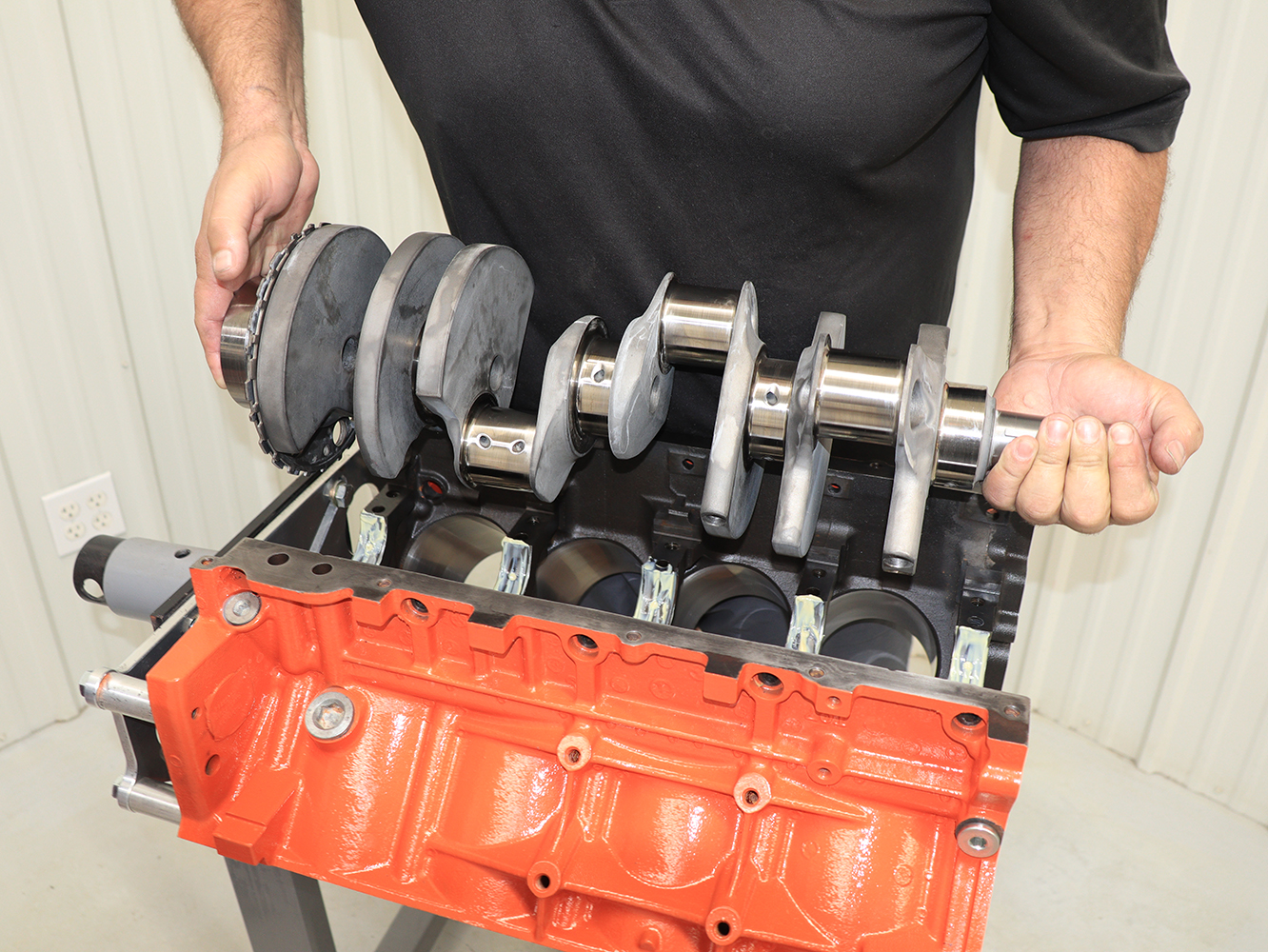
The heart and soul for Hunter Hay’s street/strip Nova is Summit Racing’s Pro LS 6.0 4340 forged steel crank rotating assembly that takes the LS-based 6.0L iron-block engine from 364 out to 408 ci.
At age 11 Hunter was helping his dad service and prep a Fox-body drag racer. At that early age Hunter learned how to cut the lights when Adam Burkholder and his son, Abe, invited Ron and Hunter to check out RC drag racing. It was an awesome hobby with a full-scale Christmas tree, a real timing system, and running the quarter-mile at scale. Hunter and dad traveled from Oklahoma to Texas, Kansas, and Nevada scoring several NPDR no-prep RC drag racing championships.
Hunter and his dad, Ron, pulled a used 6.0L engine from a Chevy pickup, disassembled it, and had Dunsworth Machine hot tank the seasoned block.
At age 13, thanks to Chris Maybriar at Mid America Dragway in Kansas, Hunter went through the process and gained his NHRA license followed with a WDRA license. Hunter borrowed Ron’s hopped-up 2003 GMC shortbed, running it at the NHRA Summit Racing Equipment Series and WDRA Summit Racing Equipment Bracket Finals and did quite well. Now, several seasons into it with a long list of wins and championships, Hunter and Ron’s focus is having the 1966 Nova ready for Hunter to drive to high school during the week and race on the weekends.
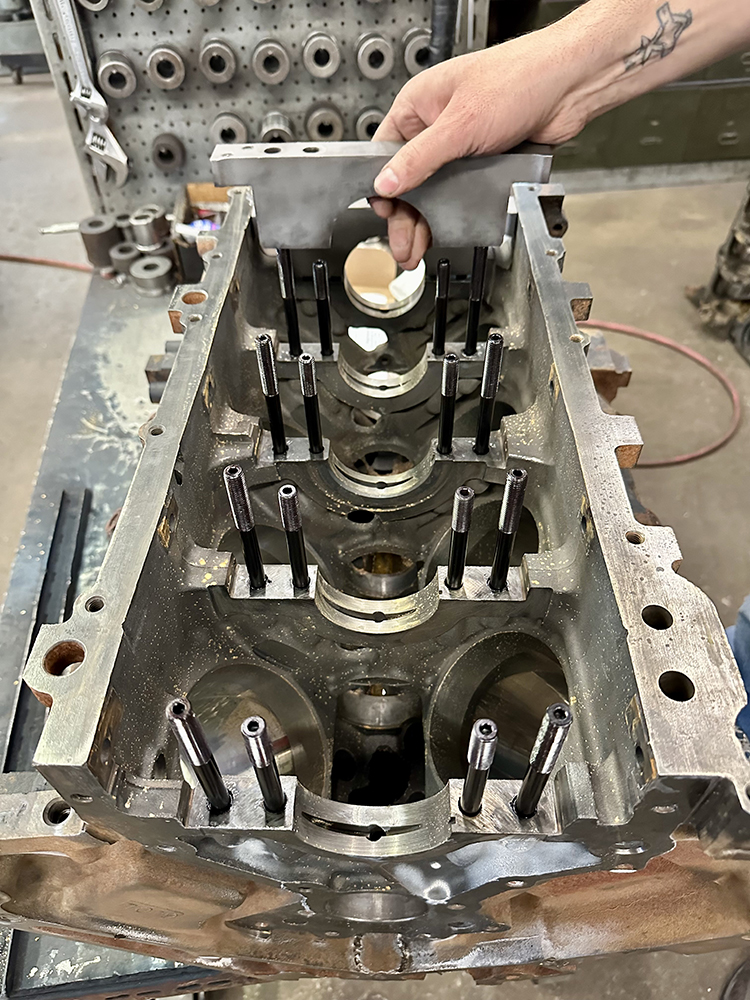
The OE GM main bearing studs were replaced with an ARP 8740 chromoly steel main bearing stud kit that far lessens the chances of “main cap walk” and fretting.
Sourcing everything needed to build the LS engine, Hunter and Ron looked to Summit Racing Equipment to teach Hunter how to build a race engine. They ordered a Summit Racing Pro LS 6.0L rotating assembly (PN SUM-R24400308) with a cam (PN SUM-822R1), and pair of Trick Flow heads (PN TFS-3061T002). For precision machining (blueprinting) and dyno testing, thanks go to Gary Dunsworth at Dunsworth Machine in Enid, Oklahoma.
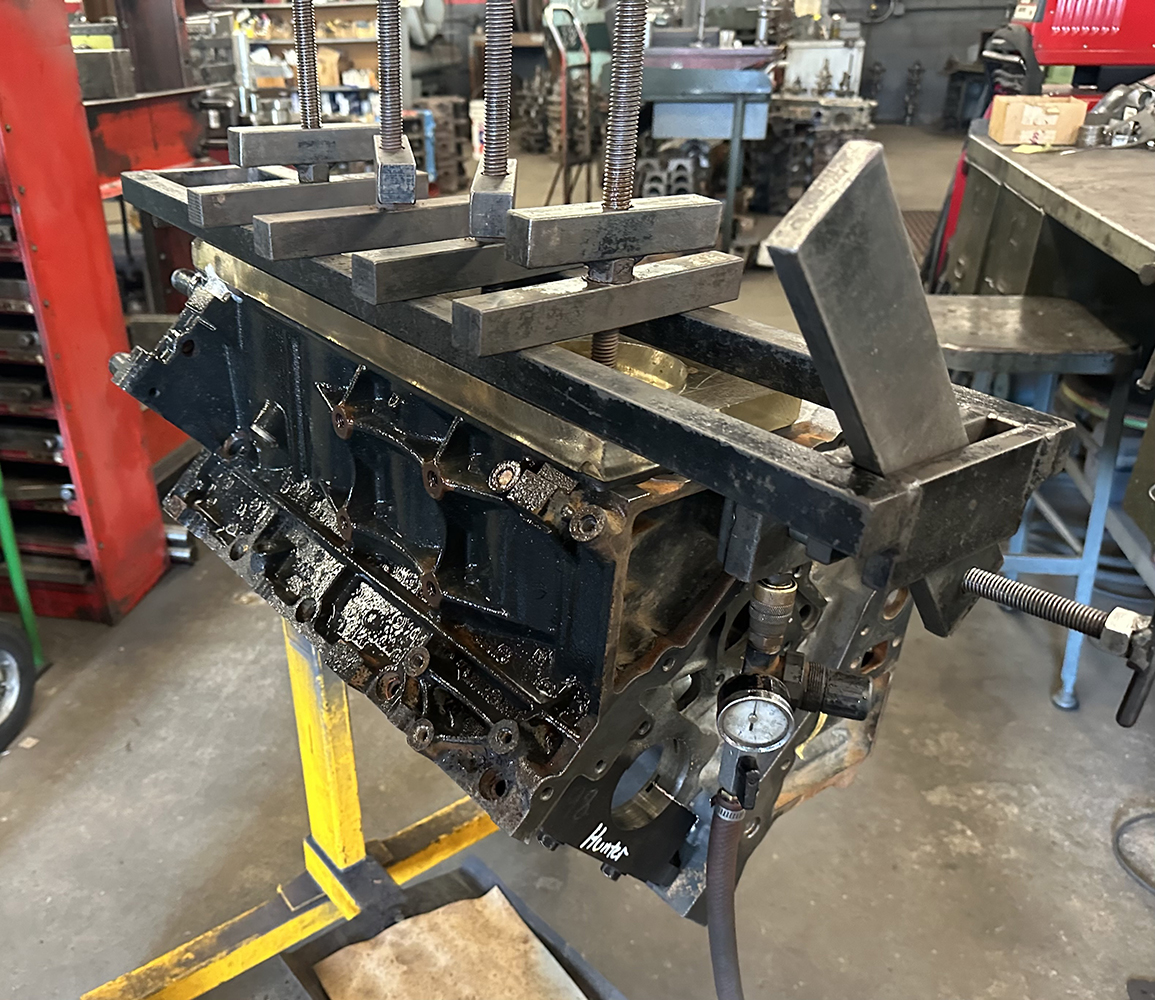
The cast-iron block was first “rough bored” on a Rottler and then pressure tested with its now thinner cylinder walls to find any new or existing cracks. Soapy water reveals blowing air bubbles.
For part 1 of the story, we used the dyno just to break in the cam and make sure the engine didn’t have any problems. With only 21 degrees advance and a four-barrel carb, the results were 580.9 hp and 545.1 lb-ft of torque.
Installing new ARP main studs and the Summit forged steel stroker crank dictated “line honing” the main bearing bores to ensure maintaining the crank-to-cam centerline.
In part 2, we’ll show building the top-end and install a Procharger supercharger and show the results.
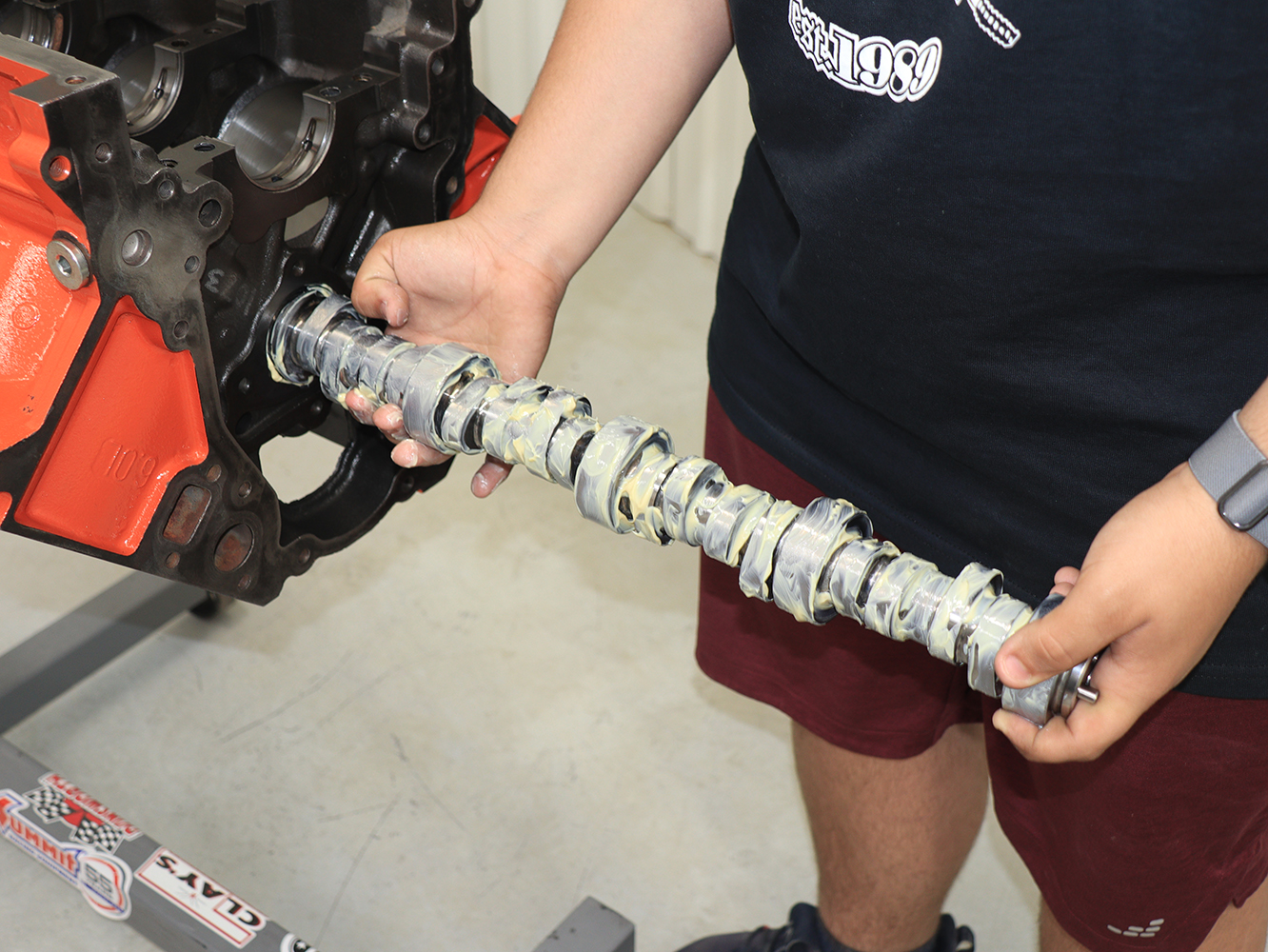
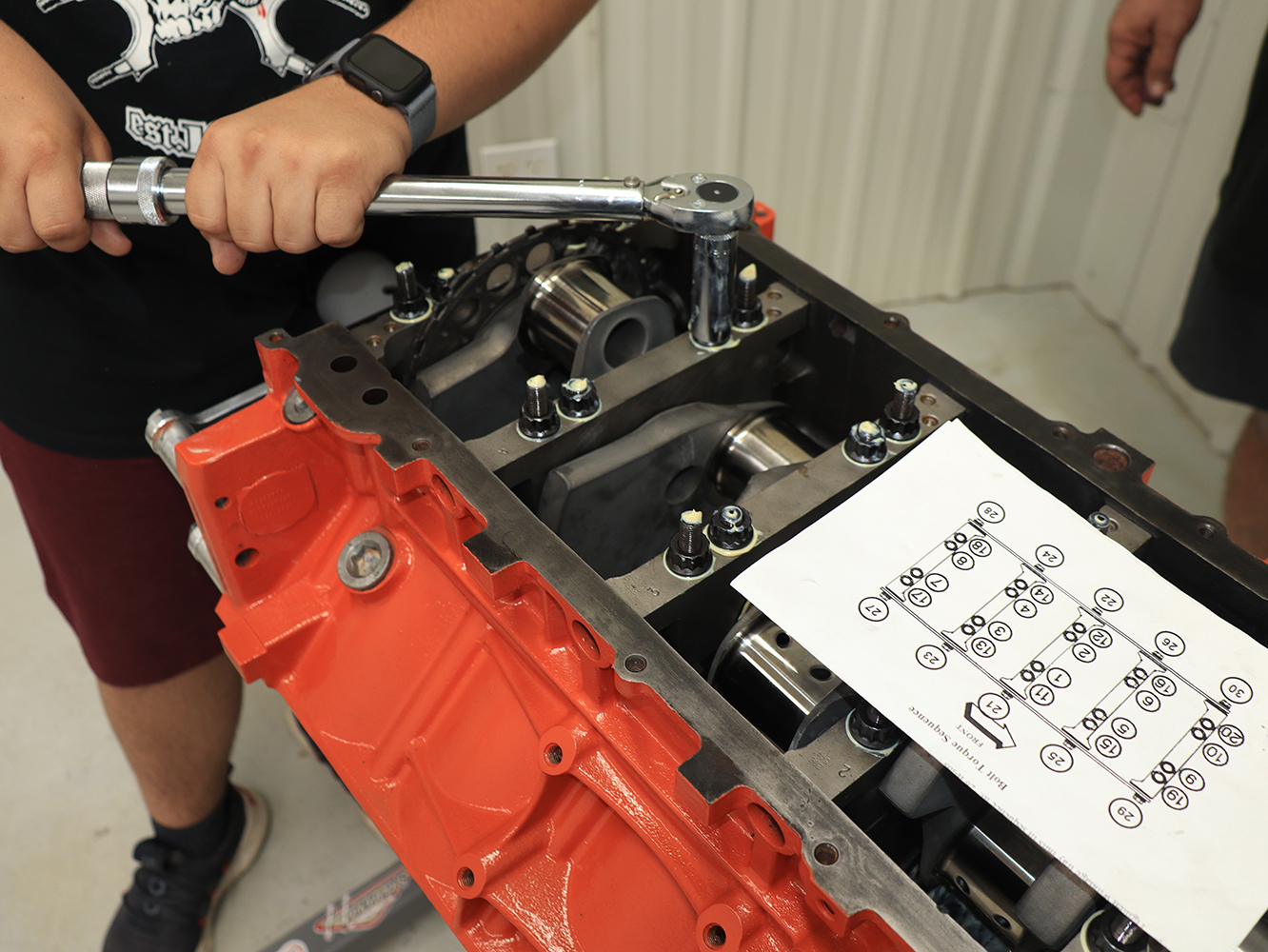
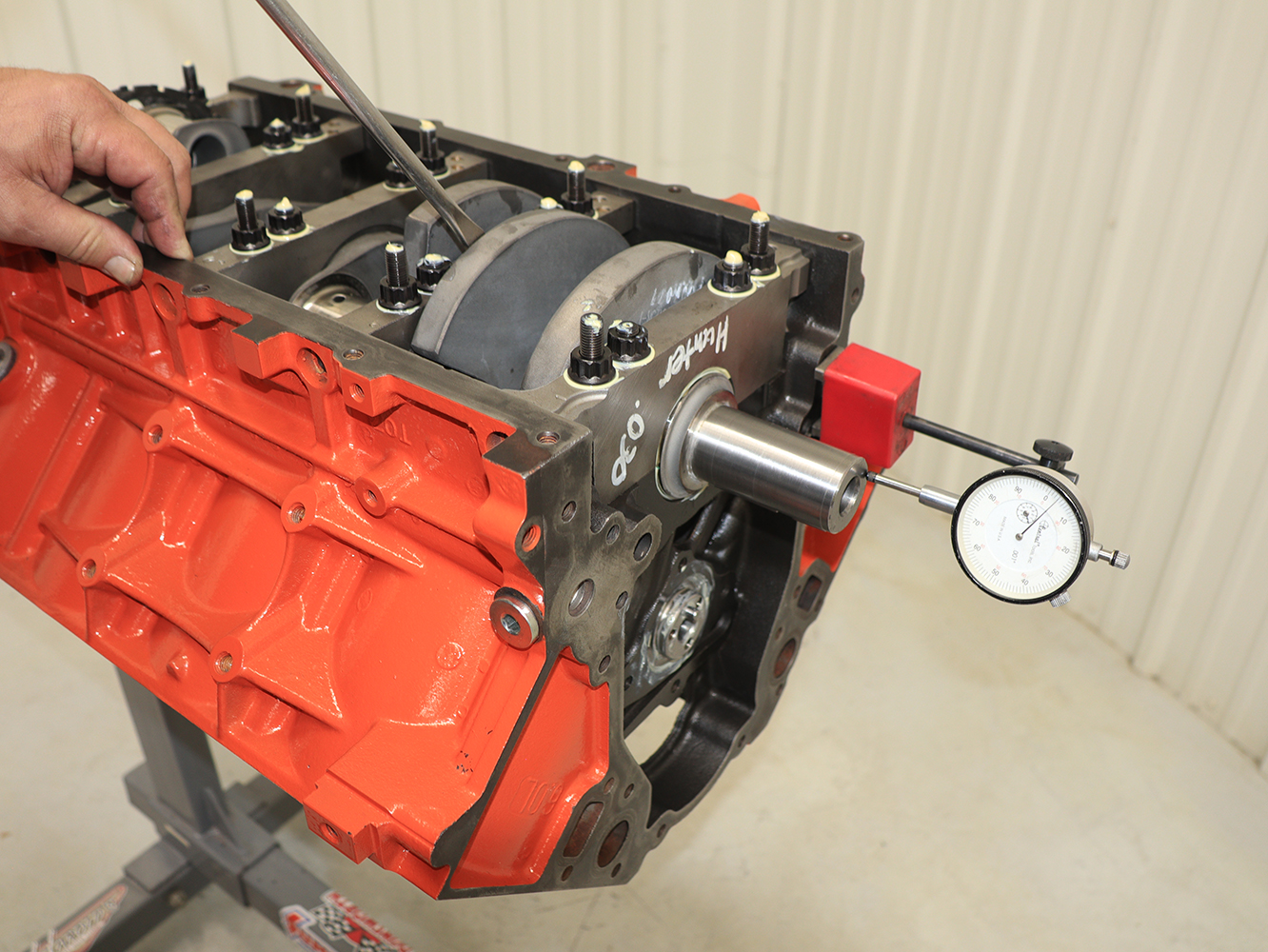
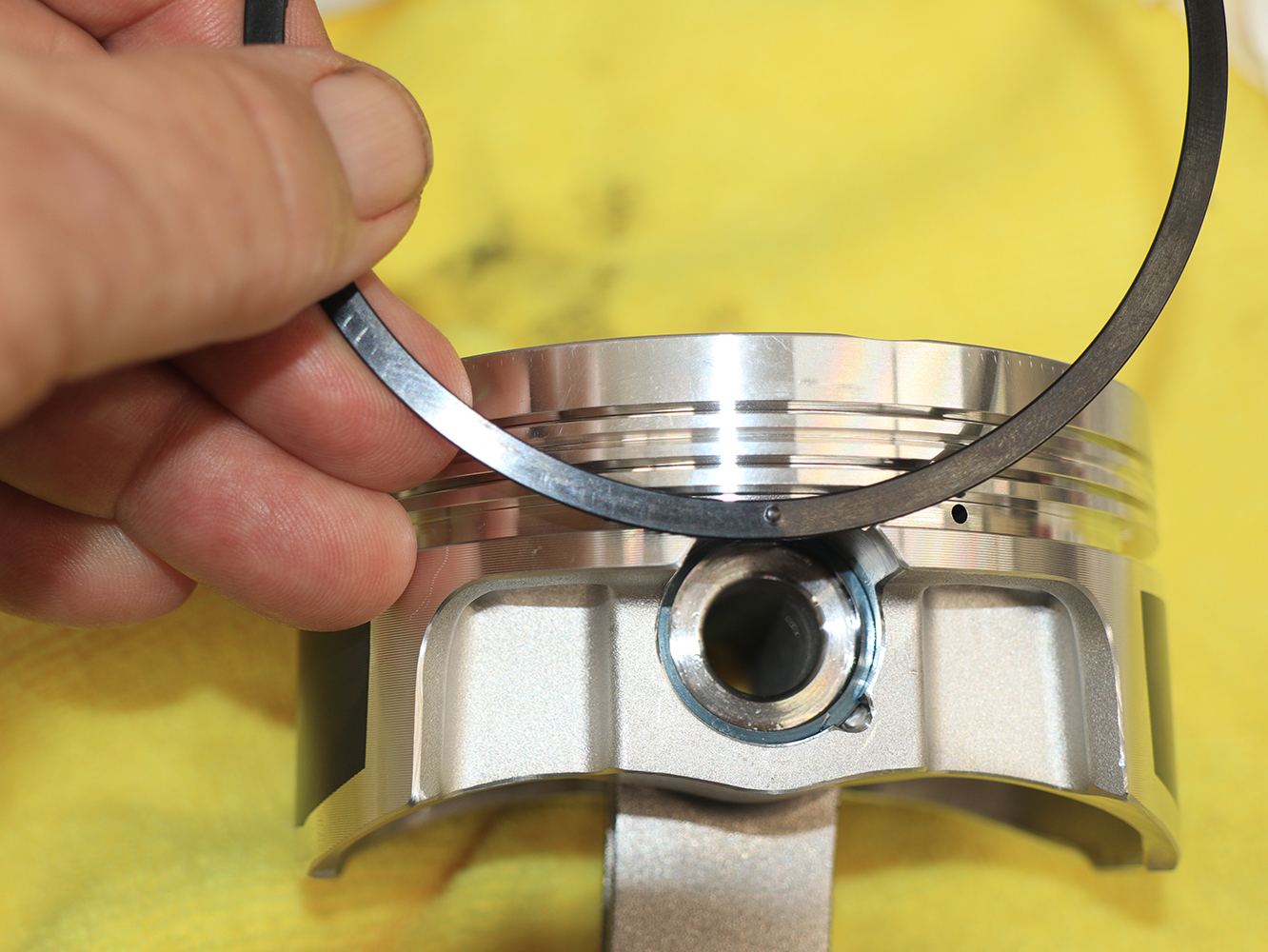
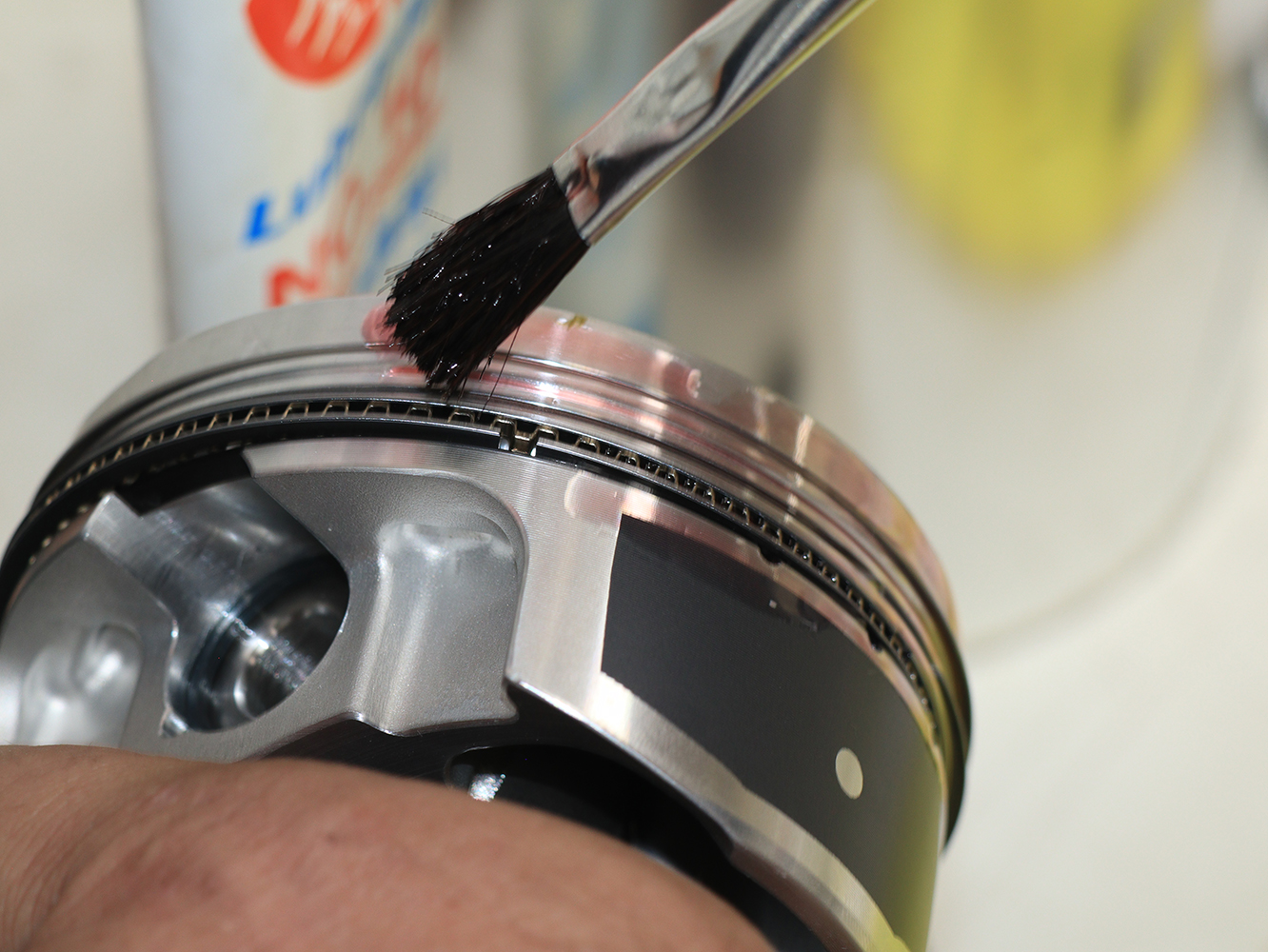
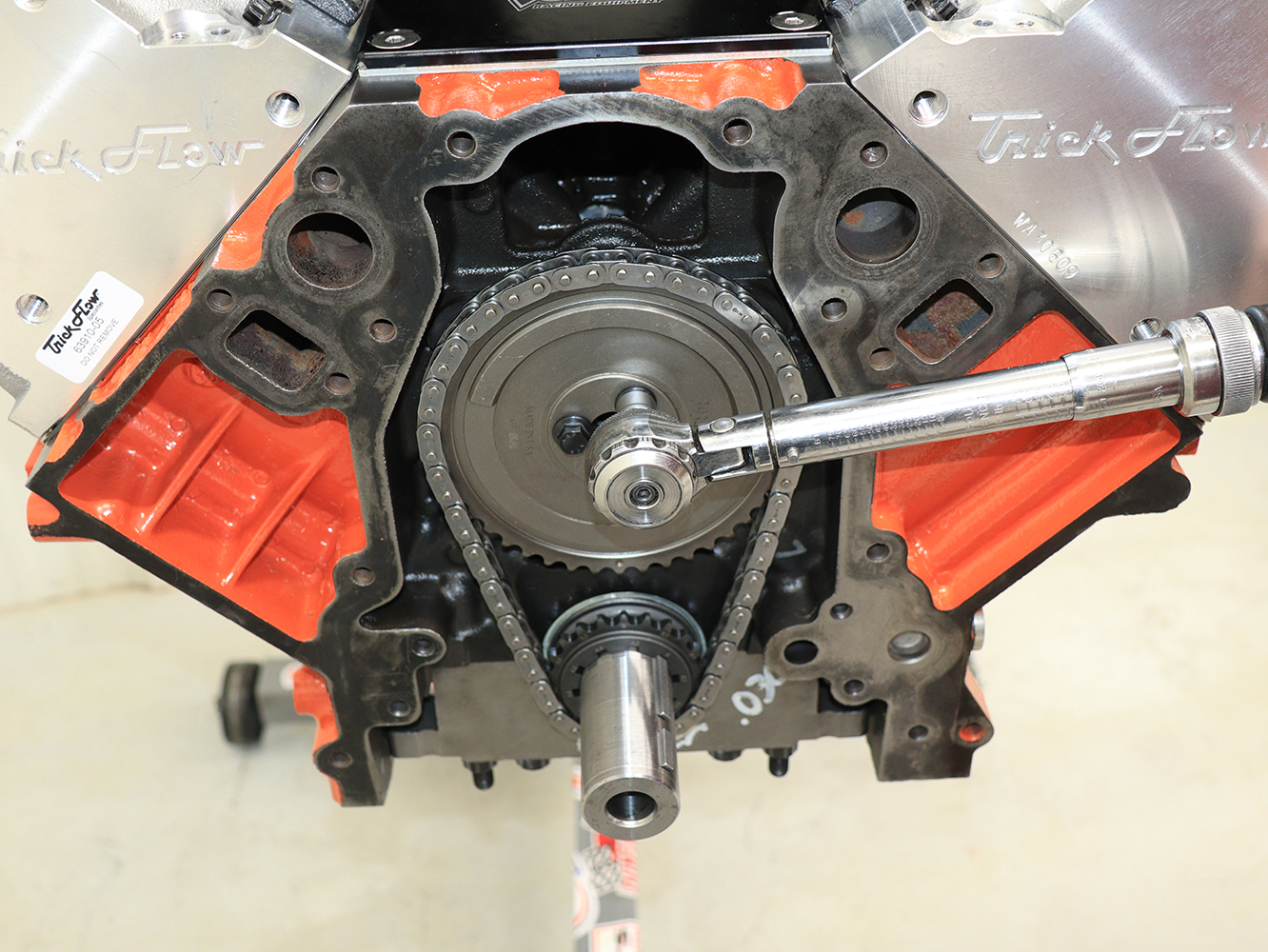
After rough-boring and passing pressure testing, the block moved onto the Sunnen for finish honing to specified bore specs and concluded with a cross-hatch pattern to ensure seating the rings.Main bearing caps as well as the connecting rod caps were ground on the Sunnen CRG-9200 cap and rod grinder to surface the parting faces square and straight.Buzzing off a fraction of metal at a time from the connecting rods until the weight matches the other seven connecting rods is a procedural function of static balancing.Step one to static balancing the connecting rods was to get a baseline weight of all eight rods, and then tediously matching the exact weight of all eight rods.Static balancing the pistons, Gary Dunsworth said Summit Racing’s forged pistons were almost exactly the same weight right out of the box, requiring only a few tiny passes on the Bridgeport mill to match weight.A mass centering operation, Dynamic balancing means spinning the crankshaft at high revolutions to eliminate power robbing vibrations by drilling the crankshaft counterweights.Spin the crankshaft until it’s just a blur, then repeat the process until the dials read 0-0. Even a slightly out of balance crank can contribute to parasitic loss.With the help of the Dunsworth Machine crew (left to right, Shane Dillon, Hunter, Gary Dunsworth, and Adam Parris in back) Hunter leaves Dunsworth with his short-block in disassembled form. Summit Racing Equipment was a one-stop shopping source for ordering the parts to build the 408ci LS stroker engine.Summit Racing’s 32-ounce vinyl dead-blow hammer is specifically made for gently tapping pistons down from a ring compressor into the cylinder bore, but it also works to gently remove main caps without marring.Hunter checked with a close visual inspection to ensure the main bearing cradle in the block was clean (no swarf) before using both hands to press the main bearing shells (insert) into the block.Ron taught Hunter how he prefers Lubriplate No.105 as an engine assembly grease because it provides a lubricating film that protects until oil pressure builds and circulates engine oil and dissipates without clogging oil galleries as it dissolves.In preparation for installing the hydraulic valve lifters, Ron filled a 1-gallon can with Summit Racing ZDDP Performance 10W-30 oil to allow it to seep inside and ensure the lifters would “pump up.”Cam bearing oiling holes must align with block gallery holes. It’s best to let an experienced person (Dunsworth) drive the cam bearings into the block. Holding the camshaft horizontal matching the horizontal angle of the block, Hunter carefully guided the camshaft home.A good rule of thumb for any pro or DIY engine builder is to use Plastigauge to double-check that the machine shop put the rod and main clearances where they should be. Dunsworth was right on the money.Just like installing the camshaft into the block, the main bearing inserts are liberally lubricated with Lubriplate No.105 and Hunter is keeping the crank perfectly horizontal with the block.As soon as the crank was laid in place, Hunter rotated the crank by hand, feeling to ensure it spun freely every time another main cap was tapped into place. ARP nuts are just finger tightened at this point.Torquing the main caps to specs while adhering to Summit’s tightening sequence chart is then followed by checking crankshaft end thrust using a large screwdriver to zero the dial indicator then pushing the crank forward to indicate thrust (endplay).The location of the wristpin on stroker pistons cut into the bottom oil rail (ring) land. The dimple placed face down above the wristpin prevents movement, exposing the open endgap and excessive oil consumption.It is important to follow Summit’s included chart instructing correct piston ring endgap orientation. Hunter liberally bushed on ATF, noting motor oil works as well.Ensure the notch in the connecting rod for the rod bearing insert (shell) matches with the bearing insert. Lubriplate No.105 was applied liberally to the bearing insert in the connecting rod and connecting rod cap.This tool makes the job go like clockwork. Summit’s exact bore size piston ring compressor eliminates the worry of using a universal adjustable piston ring compressor and having it cranked too tight or too loose.Lubricate the camshaft thrust plate with Lubriplate No.105 or an approved engine assembly lube and snug the cam thrust plate down in a star pattern, finishing the installation torquing the TorqBolts to specs.There are five settings on Summit’s color-coded adjustable cam sprocket (aka timing gear) from 0-8 degrees. Hunter used the gray 0 degrees bushing and red high-strength threadlocker.With the timing chain on, align the cam sprocket timing mark at 6 o’clock with the crank sprocket timing mark at 12 o’clock, then slide assembly on evenly and torque to spec.Dyno Chart
We use cookies to ensure that we give you the best experience on our website. If you continue to use this site we will assume that you are happy with it.