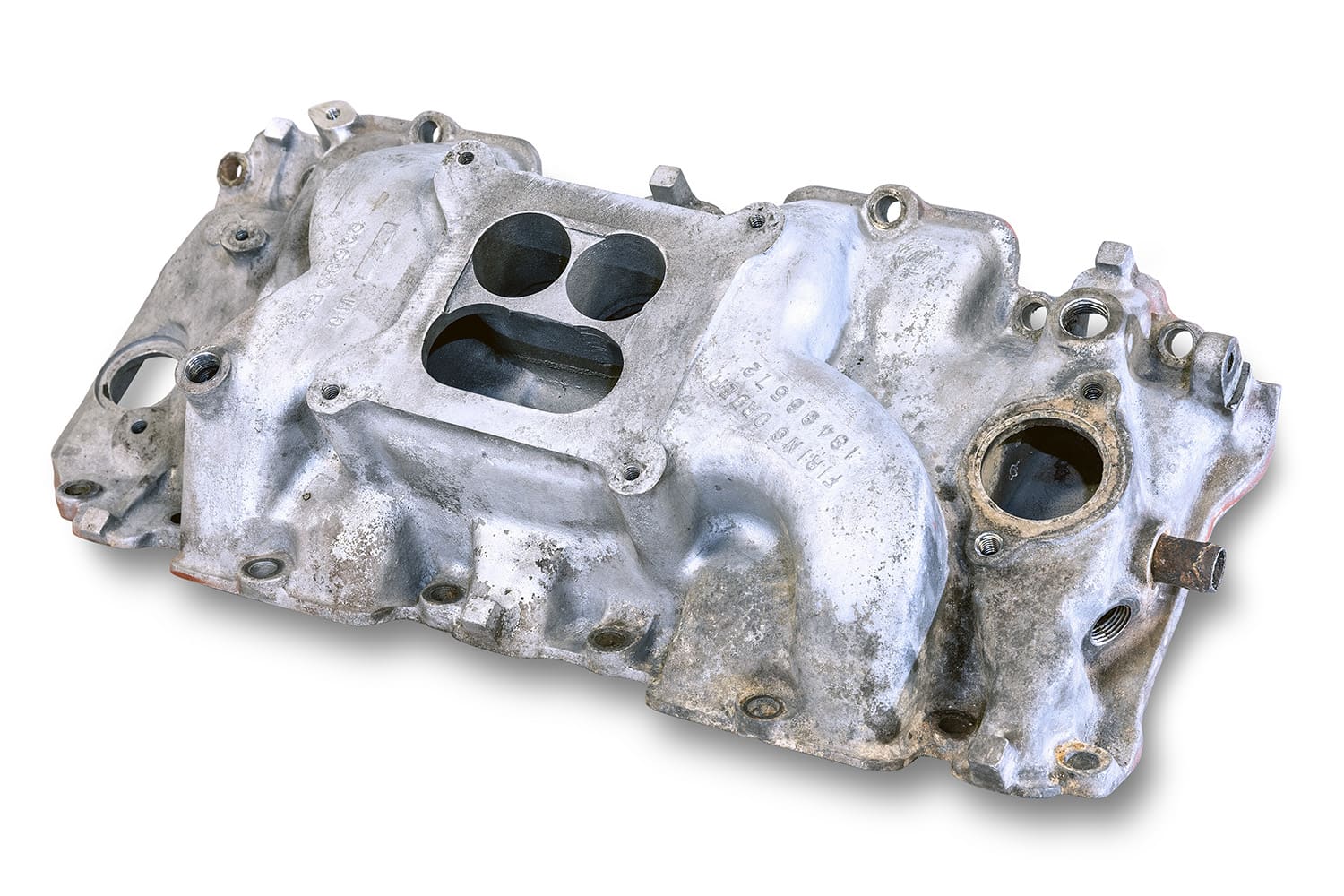
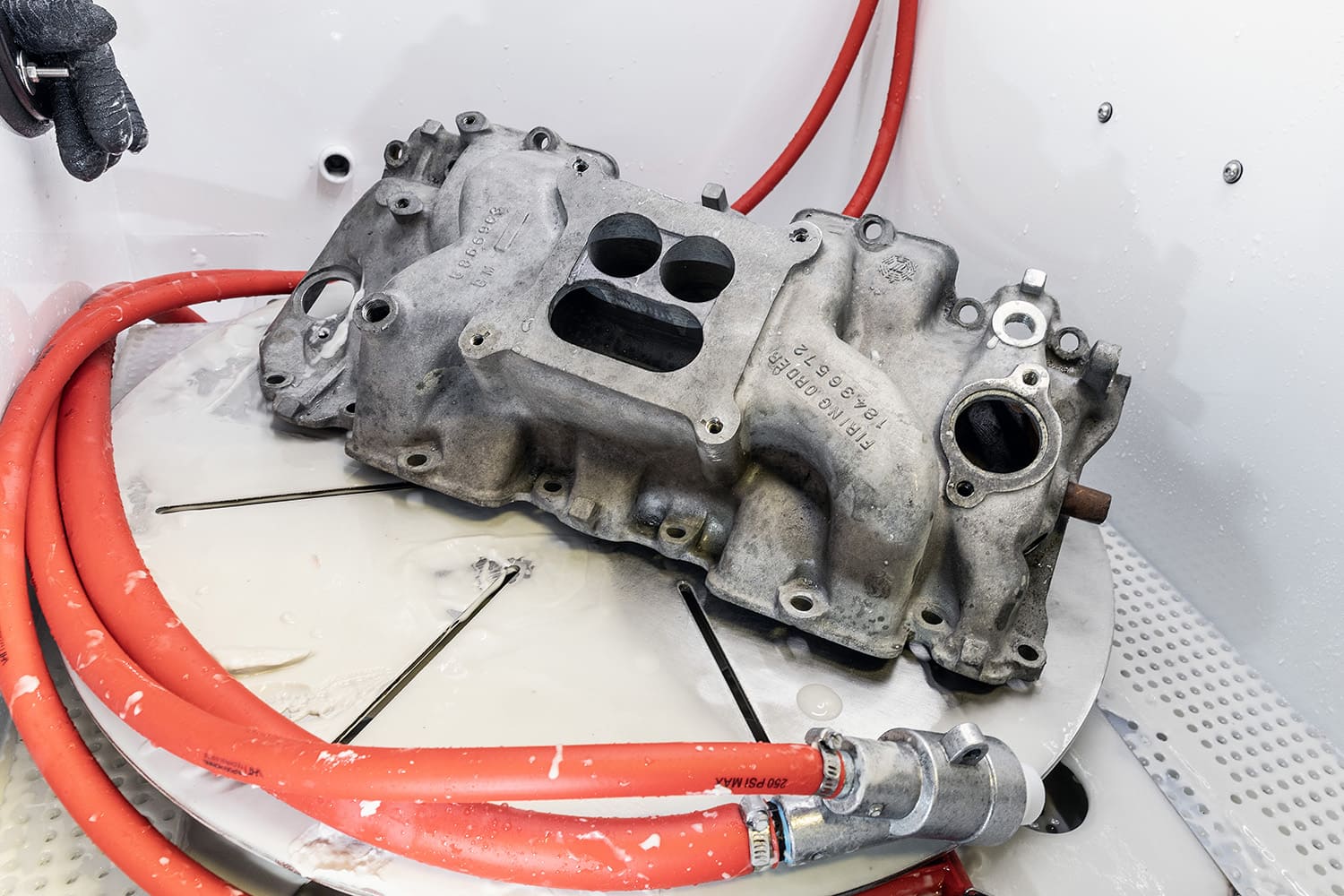
In the automotive restoration game, there are a wide range of options when it comes to tackling the various processes involved. What defines a restoration can also be interpreted in many degrees. There are several variables that come into play, and for places that are doing high-end concours restorations the need to bring a car back to how it rolled off the assembly line is the bar that is always set and challenge always faced. Knowledge of the correct finishes on the various parts found on a given vehicle require a certain level of knowledge and experience in their application. Painted items are one part of that equation, however, the range of different bare metal items found on a vehicle usually requires a different approach when it comes to their restoration. The easy path sometimes is to simply find a mint N.O.S. replacement, but that is not always an option. When it comes to aluminum parts, there are various ways that shops tackle their restorations in what they deem as the best solution. We’re going to exclusively focus on aluminum parts, and we have the perfect test subject: an L78 intake manifold for a 1965 Corvette that was recently vapor honed at American Muscle Car Restorations (AMCR) in North Kingstown, Rhode Island. They have over the years set the bar to the highest level with many award-winning OEM restorations under their belt. Vapor honing is another tool that they have added to their arsenal of processes that we will be testing on our manifold.
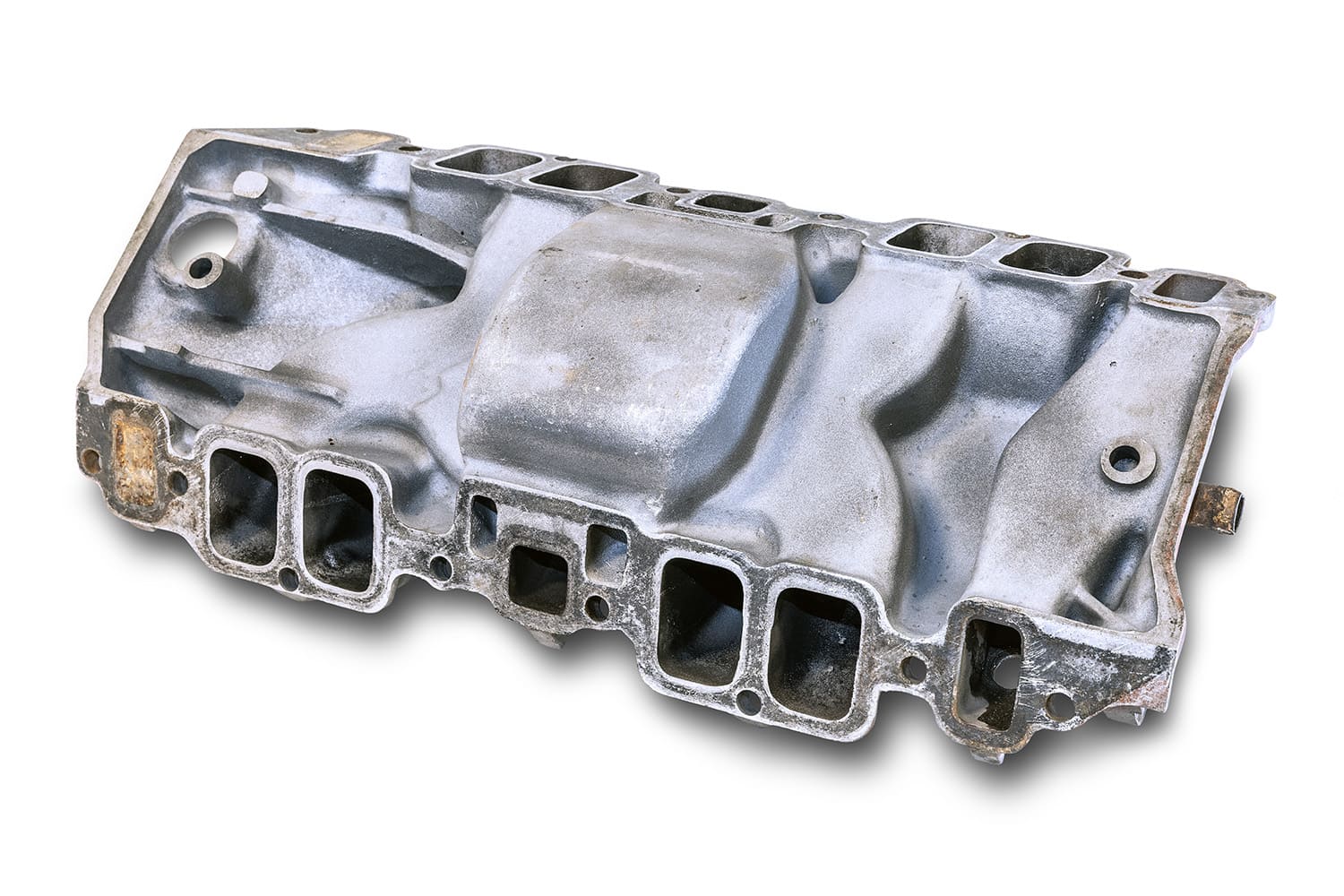
The starting point on this intake prior to placing it in the cabinet to vapor hone was to make sure that it was completely clean and free from any grease. We also did a repair to the rear mounting tab prior to any effort at cleaning. There are some other material issues that we will cover to further facilitate in the process. It is important to ensure on a part like an intake that all surfaces (top and bottom) are grease-free. This will preserve the longevity of the blasting media by reducing contamination. If there is any significant buildup inside the runners the most effective solution is to have the intake hot tanked prior to any vapor honing. This is accomplished by placing the part in a tank filled with a heated, aluminum-safe chemical solution designed to break down carbon, oil, and grime. The solution must be non-caustic or specifically formulated for aluminum to avoid corrosion or pitting. Our test subject had very clear runners with no substantial buildup.
You might be asking, ‘What is vapor honing?’ You may have heard of it also referred to as wet blasting or slurry blasting. By whatever name you’re familiar with, it is a process that utilizes a mixture of abrasive media, water, and compressed air to clean, polish, deburr, or finish a surface. The choice of abrasive media is critical and depends on the material of the workpiece and the desired finish.
For an aluminum part that is going to be used in an OEM restoration, getting it back to original condition with the correct finish is the desired outcome. The folks at AMCR have switched over to this vapor honing technology to restore aluminum parts, however, prior to the use of this procedure they were getting the same results from a 10-step process that they had developed and perfected. This single-step switch has allowed them to significantly reduce the overall time spent on a given part while still achieving the same results.
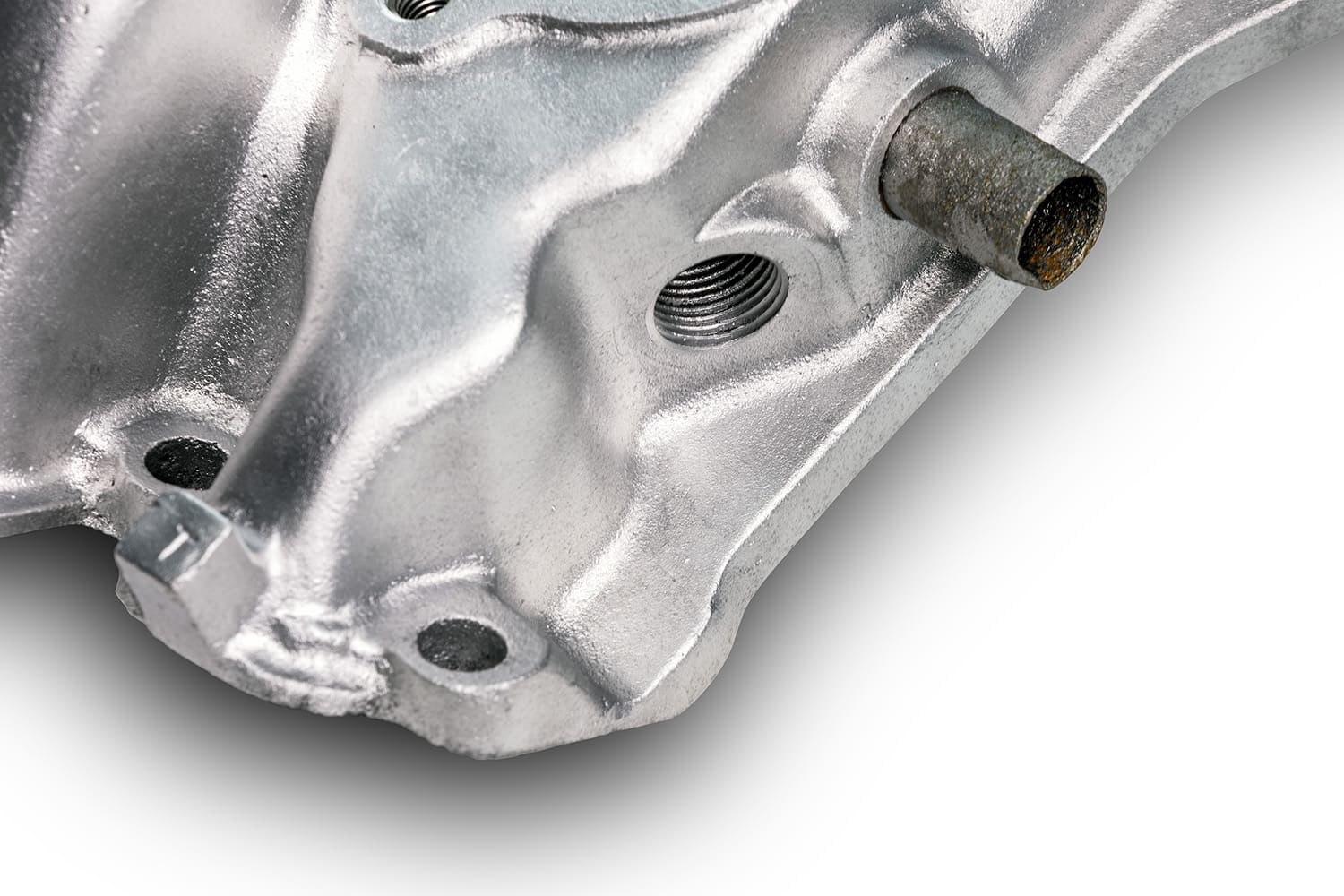
Often there will be an item that is not feasible to remove. The rust-covered coolant tube was left in place and vapor honed in the process. The one that was fitted, while rusty in appearance, was quite solid. On an item like this, if it needs to be replaced, it is usually best done prior to any attempt at this cleaning process.
The end result with these parts and the reduction in time translates to less manhours used and a cost savings for their clients.
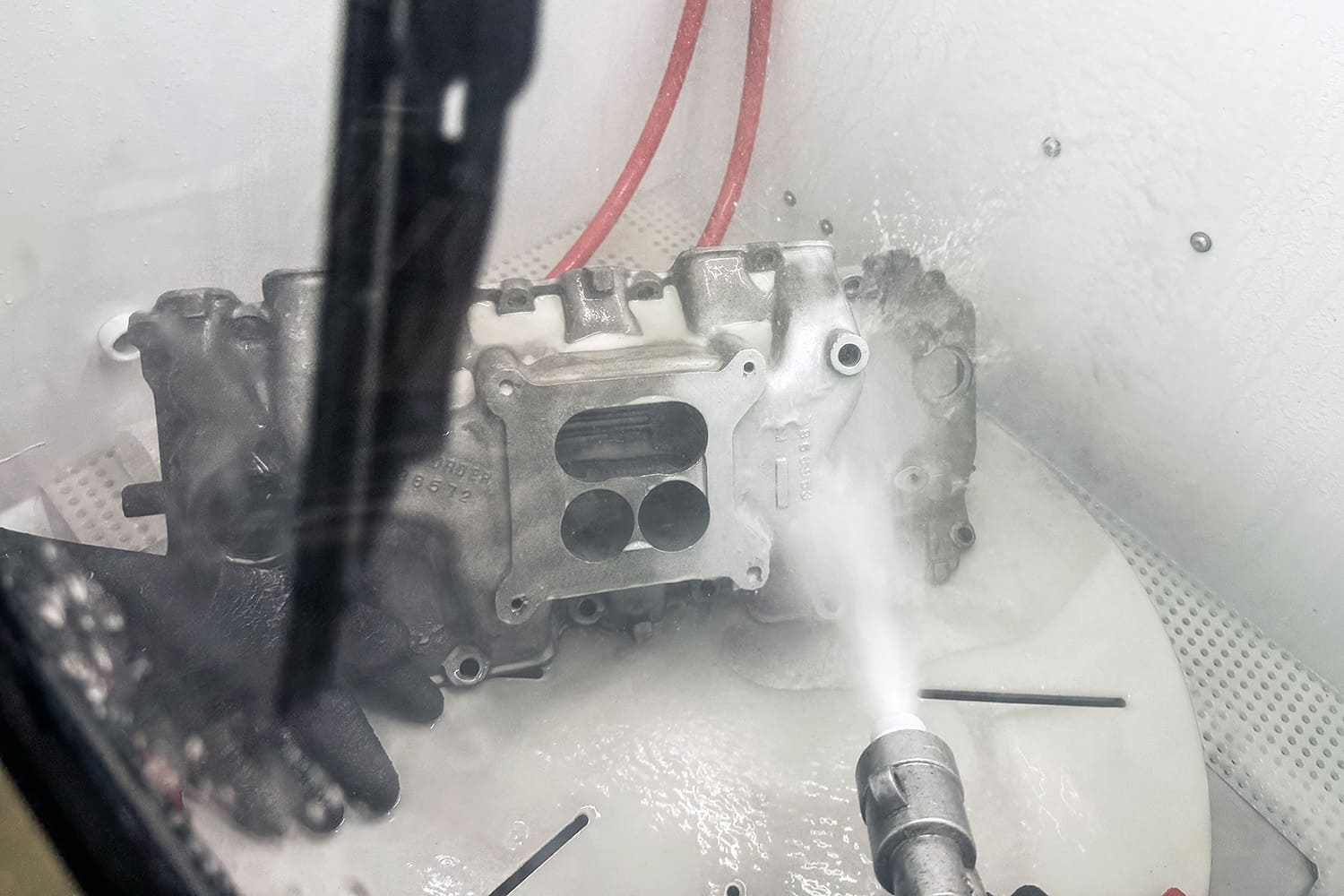
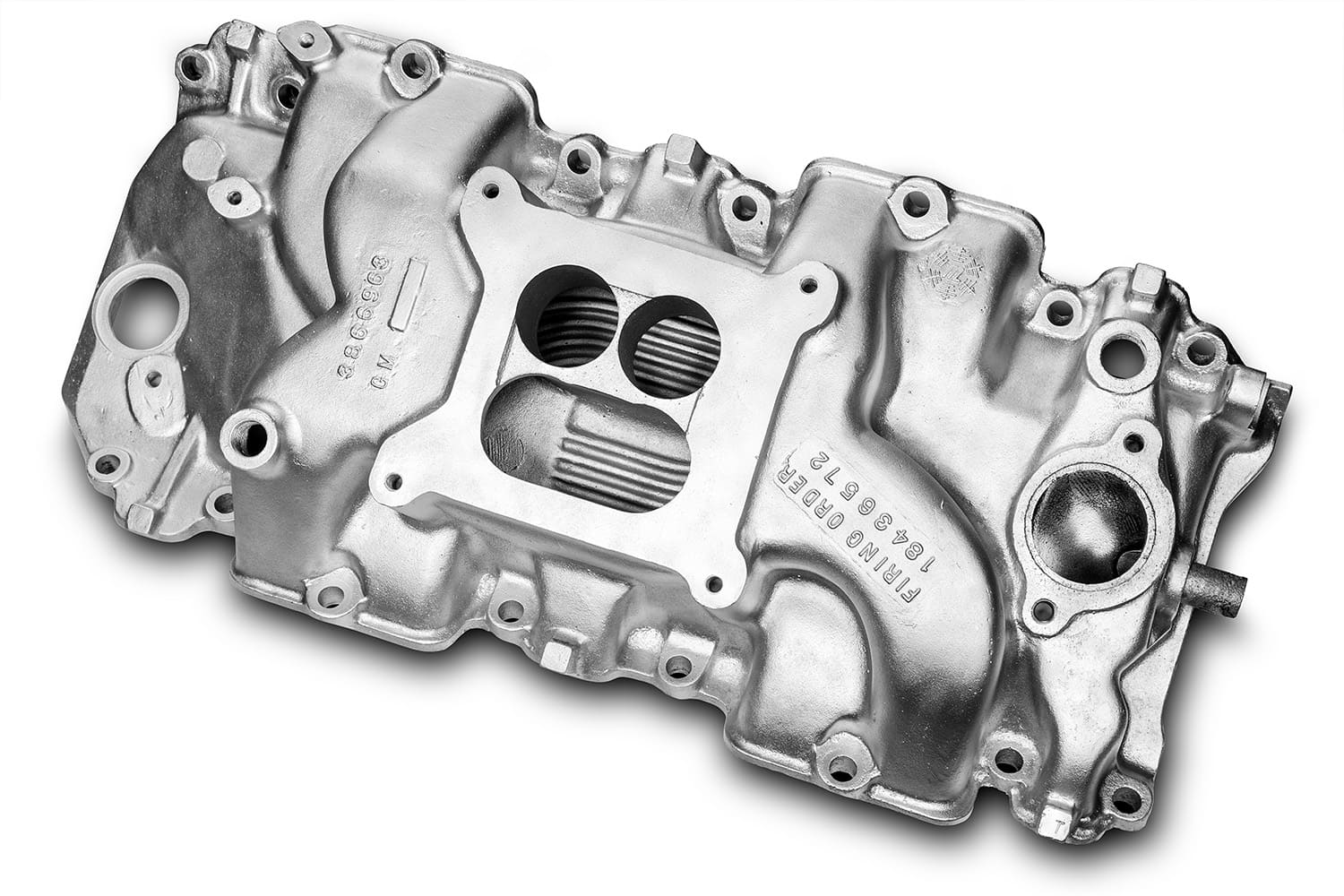
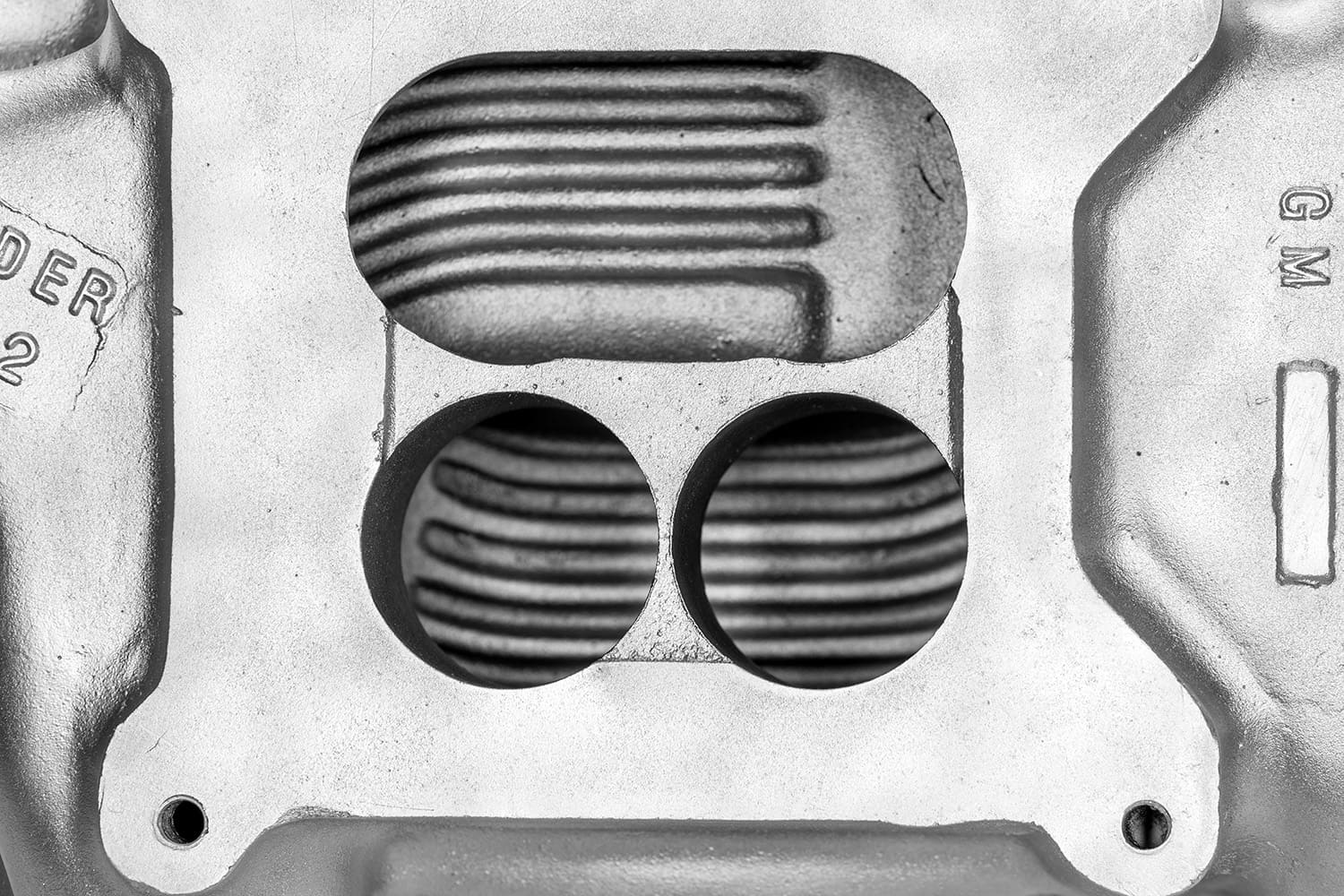
Having a clean grease-free surface is fundamental in extending the lifespan of the honing media. On items like intakes, they were often in place when folks painted their engines so overspray ended up on the outer edges, or in some cases the entire manifold. Depending on the amount and thickness of the paint, it is usually a good idea to remove it before vapor honing. One of the most sensible ways if someone is not having a part hot tanked is to chemically strip and remove the paint with a nylon brush, which will not harm the texture of the aluminum surface. The rear section on our intake had some paint, and we opted not to remove it because it was borderline acceptable for the media we would be using.At some point in the Corvette’s life someone applied a thin layer of silver on the manifold. What was still in place was very thinly applied, so we opted to leave it as well. It was determined that the extra step to chemically remove the paint wasn’t worth the time invested when the vapor honing process would efficiently remove it without any surface degradation.Areas where some rust is present as a result of the galvanic corrosion that takes place when aluminum and steel are in contact with each other was also addressed in the vapor honing process.The cabinet that we used for vapor honing is made in the U.S. from the folks at Vapor Honing Technologies (VHT). They make several different models that are suited to a shop’s needs. The model that we used is the VH1000 with a closed-loop system, which suits the folks at AMCR and their needs with the aluminum parts restoration. VHT has all the supplies needed to cover the various types of blasting that can be performed with these cabinets.Because AMCR is exclusively using this process for aluminum restoration, they have opted for glass beads as the abrasive material that best suits that task. Glass beads are non-aggressive and spherical in shape. They clean by impacting and gently removing oxidation, surface dirt, grease, corrosion, or light rust. Glass beads are usually graded by mesh size, which refers to how many openings per inch are in the screen used to sort them. They come in four different grades with the one that AMCR opted to use falling under the very fine/micro finish grade with a mesh size in the 170-325 range. Their size is measured in microns. This grade of beads comes in at a ~90 – 45 µm micron size range, which is ideal for polishing, very light cleaning, and fine detailing that will leave parts with a natural satin or matte finish. The glass beads are sourced from VHT along with the Anti-Microbial Agent that is mixed with the water to minimize the development of fungus from sitting or processing certain parts.The interior of the cabinet has three different hoses. The nozzle brings compressed air, and the wet slurry mix together for the blasting process. The ideal air pressure for glass beads ranges between 40 to 60 psi. For this part, the air pressure was set at 40 psi, which gives the parts a satin smooth finish while still removing light oxidation, corrosion, and any light paint layer.With the intake placed inside the cabinet it illustrates the size of the workspace that is available. This is the ideal size for a shop that is dealing with aluminum parts generally found on a car.The blasting process requires a steady movement of the nozzle. The ideal distance when blasting is between 3 to 6 inches in a continuous pattern. This will yield a smooth consistent finish, however, if the movement is not steady, or the distance fluctuates you can end up with what is called “hot spotting.” The way to remedy this is to reduce the air pressure down to just the pump pressure after the part has been cleaned and another pass done.The end result of our effort is a part that is restored back to its fresh cast looked. The process of cleaning this part from start to finish took about 40 minutes. This time will vary depending on the size of the part, the amount of cleaning required, and the complexity of the casting.The coolant tube was also vapor honed and the result was the removal of the rust that was initially present. On an item that is prone to rusting, it is recommended that a rust inhibitor is used to prevent it from coming back.This area was lightly painted and vapor honing effectively removed the engine paint. Because of the gentle nature of this process there is no difference in the texture of the finish achieved. The question you might have is if there is any material removed. There is some material that is removed during the vapor honing process, but it is at the micron level. Other types of more aggressive media will significantly remove more material, which will lead to the altering of the original texture of the part. With an OEM restoration, that texture is one of the key elements to preserve.These two images illustrate the harder-to-reach areas on this manifold. The runners and plenum opening were also honed and the layer of carbon deposits removed.
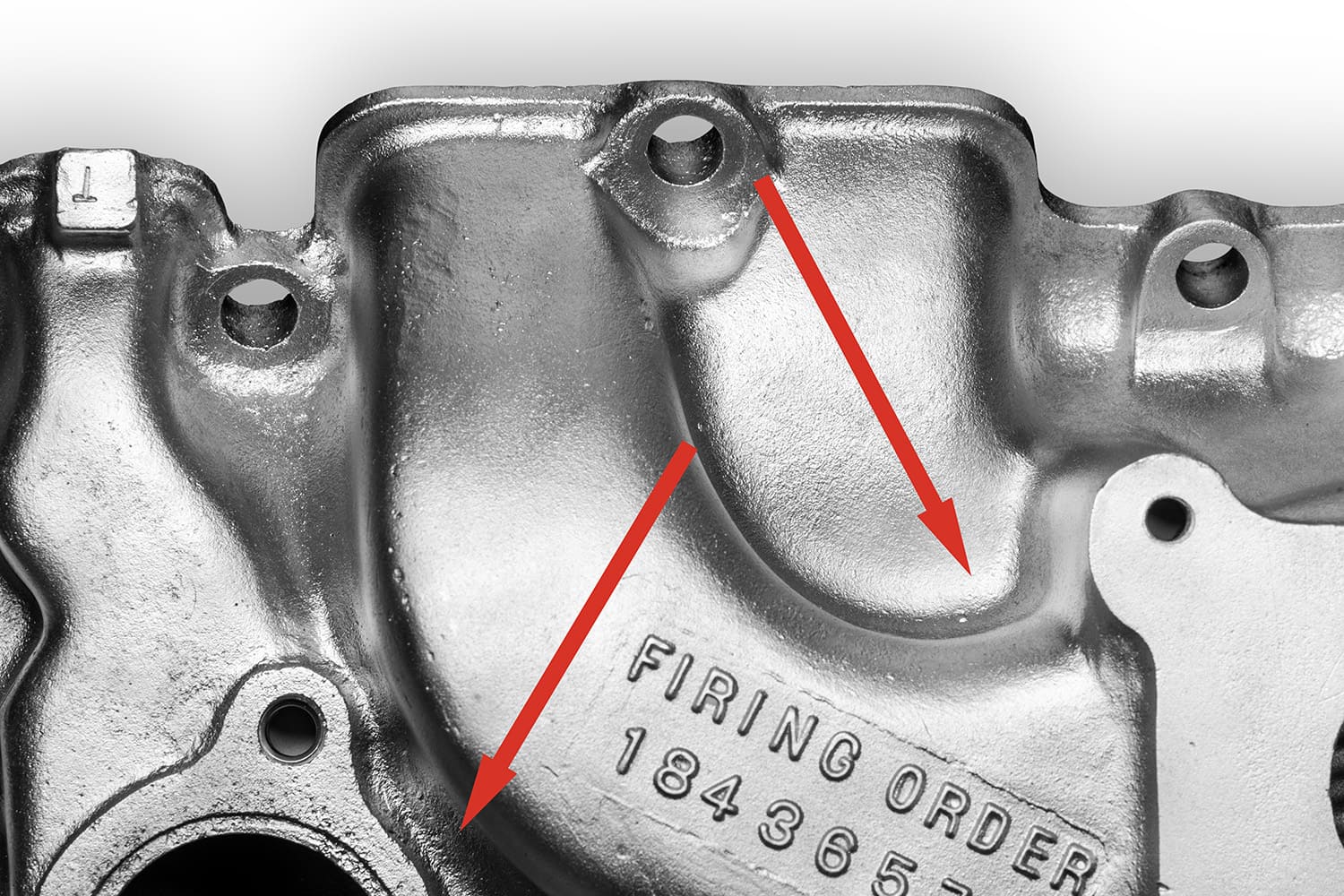
This image illustrates the need to have repairs done prior to any type of cleaning. If the repair is properly done and cleanly blends in with the surrounding material, once the part is cleaned it will blend in seamlessly with the rest of the finish.On a complex part with sharp curves and places where valleys are created because of the shape of the casting, extra effort is necessary to reach those spots. On our manifold it meant stopping and cleaning off the slurry mix several times to check the progress. The fairly clean surface on our intake made that task easier, however, on parts with a greater degree of oxidation and grime will require repeated washing off to check the progress.When the part is pulled from the cabinet it will be wet, and the full effect of the vapor honing process won’t be fully visible until it is completely dried. Parts will require extensive cleaning with water. After our intake had dried, we found some of the glass bead media still present inside the runners, which we will address prior to its installation back on the engine.
We use cookies to ensure that we give you the best experience on our website. If you continue to use this site we will assume that you are happy with it.