Welcome back! Assuming you left off where we last left off—with the conclusion of the ’73-87 Chevy/GMC longbed chassis shortening—we’re now all primed and ready to finish the job with the shortening of the ’76 Chevy’s factory bedsides at Brothers Trucks’ tech center.
No disrespect to our Chevy long bed brethren, but we (I) find the one-family-owned 1976 Chevy Cheyenne a lot easier on the eyes without all that extra cargo space … i.e., in short wheelbase (SWB) stature! Join us at Brothers Trucks’ tech center for the conclusion of the 1973-1987 Chevy/GMC long wheelbase (LWB) to SWB conversion.
Now, let’s let it be known: By far, the easiest/quickest way to shorten a long bed Square Body Chevy is by acquiring a new set of short wheelbase bedsides … plain and simple. However, as is the case here, when said longbed has the cab-matching patina, and said patina needs to remain, well, then we take the long road, so to speak, and proceed with the semi-laborious task of cutting down the square body’s long wheelbase bedsides (same as the frame we just severed: 14 inches off the front, 6 inches off the back … but not quite as simple cut-wise, as you’ll see).
Last month, behind the wooden curtain, while Dave Welch was buttoning up the frame shortening his assistant disassembled the entire bed. Of the stock LWB components, we’ll be reusing the front bed panel, wheel wells, and of course the tailgate. The bedsides will be the only items cut down to (new) size.
As the old saying goes, there’s more than one way to skin a cat and, as such, there are definitely a number of ways to go about shortening long bedsides. Though not as in-depth as we care to illustrate, due to space limitations, we’re presenting you with what we believe is the most straightforward method … one that (hopefully) won’t leave you having to call Brothers Trucks’ to order a set of those aforementioned “new” bedsides! (For the full, in-depth procedure, follow along with Dave Welch on Brothers Trucks’ YouTube channel: https://www.youtube.com/watch?v=sSi2gzylceU.)
As for the truck bed floor, well, as you can probably imagine, sectioning and splicing with all those ribs—many of which are likely smashed up from years of normal abuse—would be beyond tedious work. So, instead, we’ll be using a brand-new Chevy 1973-1987 SWB bed floor from Brothers Trucks’!The first order of bedside business is to straighten and/or repair any structural or cosmetic damage that will potentially affect the panel realignment, and thus make your work easier on you. Here Welch is hammering the square body lower rear panel edge back into shape.We’ll start the shortening process with the rear. Now, since these side panels are what’s considered the more common version as far as the inner panel structure is shaped/configured, we’ll be able to do a non-staggered splice as you’ll see with the front section. First, we’ll split the rearmost stake pocket from the inner panel by removing the spot welds.To match the 6 inches removed from the Square body rear frame horns, we’ll take that exact amount out of the exterior bedside immediately in front of the truck tail light well.Working forward, one section at a time, the end cap is cut off first. As you can see, Welch has marked his cutlines according with 2-inch painter’s masking tape and uses a thin cutoff wheel to make his precise cuts.
Next, the remaining 6 inches of the exterior bedside skin are trimmed off from both the exterior and interior sections (non-staggered). Again, while a Sawzall will suffice, you’re more apt to getting the most accurate cut using an angle grinder with a thin metal-cutting disc. Unless you’re beyond proficient with a plasma cutter (and even then), we would not suggest that method.
Granted, your cuts came out as intended, your endcap should butt up nicely—the stake pocket flange will slide under the inner skin (which you will drill out in sections to re-spot-weld), while the exterior portion will need to be butt-welded, as you’re about to see.
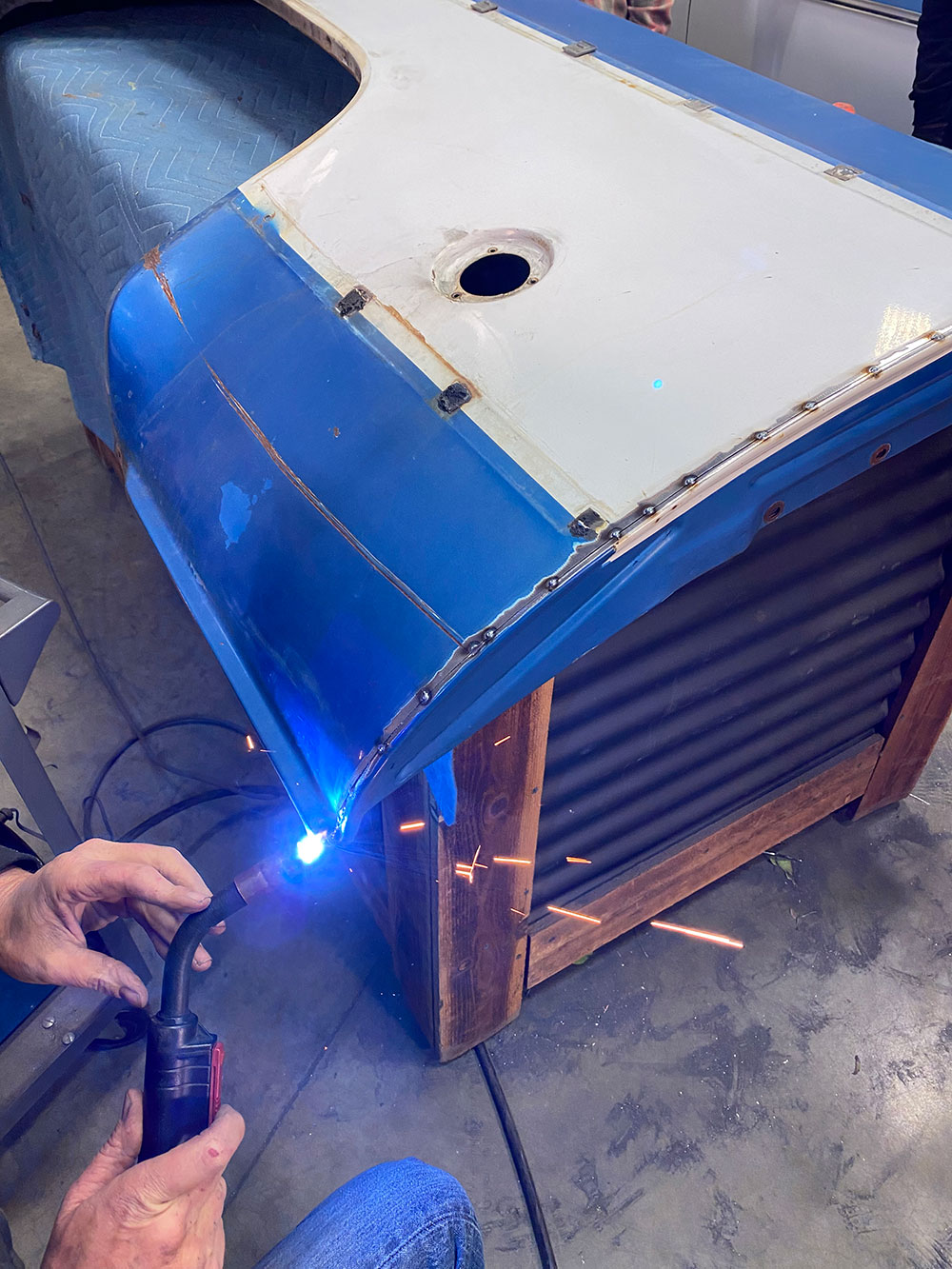
To ensure our alignment throughout the welding process, we use these clamps specifically made for butt-welding panels (available at Harbor Freight). Use enough to keep both sides in position yet allow enough room to sneak your welding torch in between to tack-weld (remove in sections as you weld).
With the endcap clamped in place, we tack-welded the top rail/stake pocket first, then worked our way down the exterior side in increments to prevent overheating the metal and subsequently warping the panels—which you want to avoid at ALL COSTS!
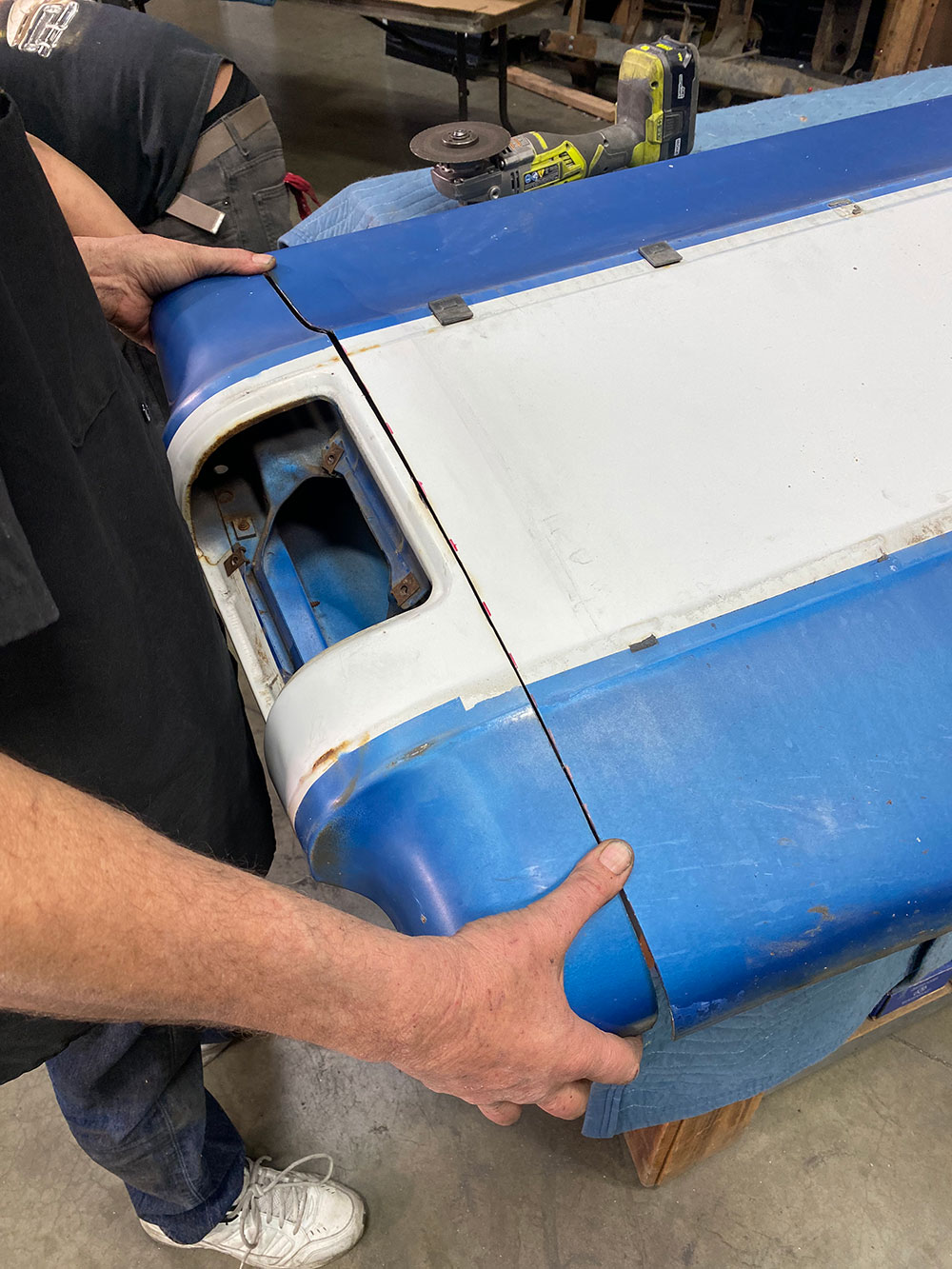
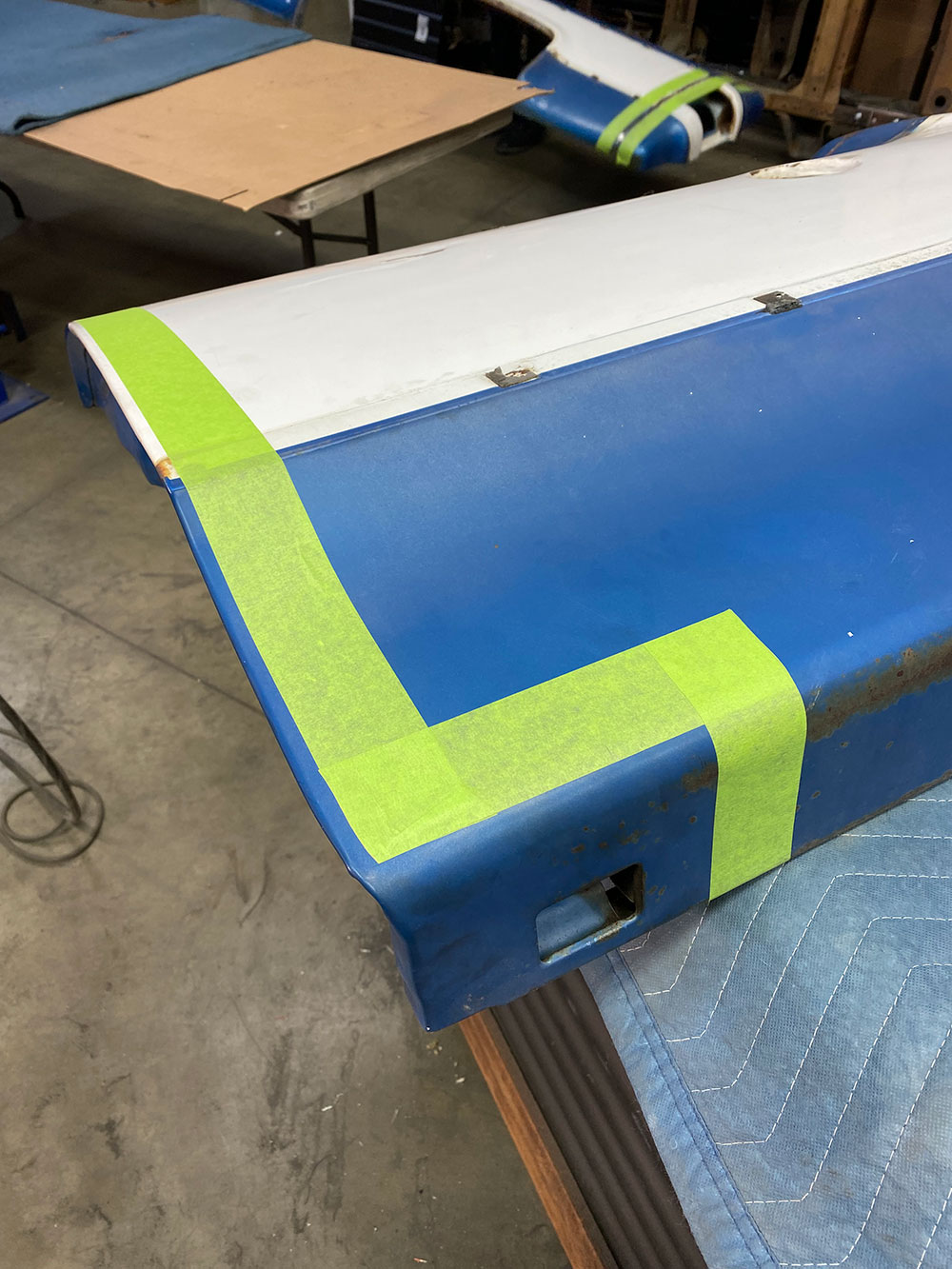
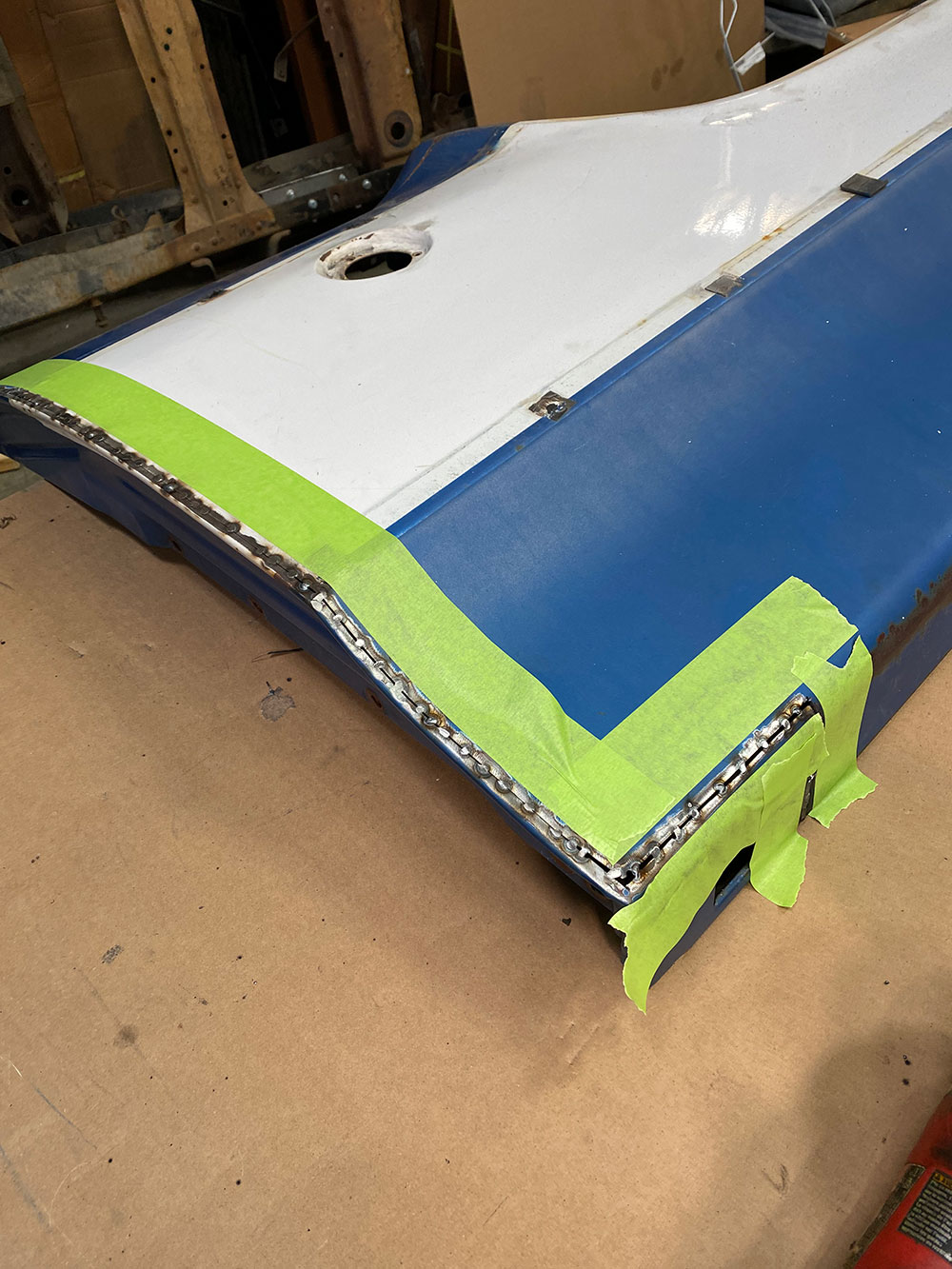
Now, here’s where the staggered-cut aspect comes in. In order to retain the front stake pocket yet minimize exterior panel modification, we’ll trim the leading edge of the bedside and, once the pocket assembly itself has been removed, we’ll jog back and over the truck bed rails as the tape illustrates.In order to retain the pocket assembly, just drill out the vertical spot welds securing it to the interior side panel (leave attached to the underside of the bedrail).Before we slice the exterior leading edge as mentioned above, we trim the inner panel an inch behind the flange that attaches the side to the front bed panel (that will be reused for its intended purpose!).
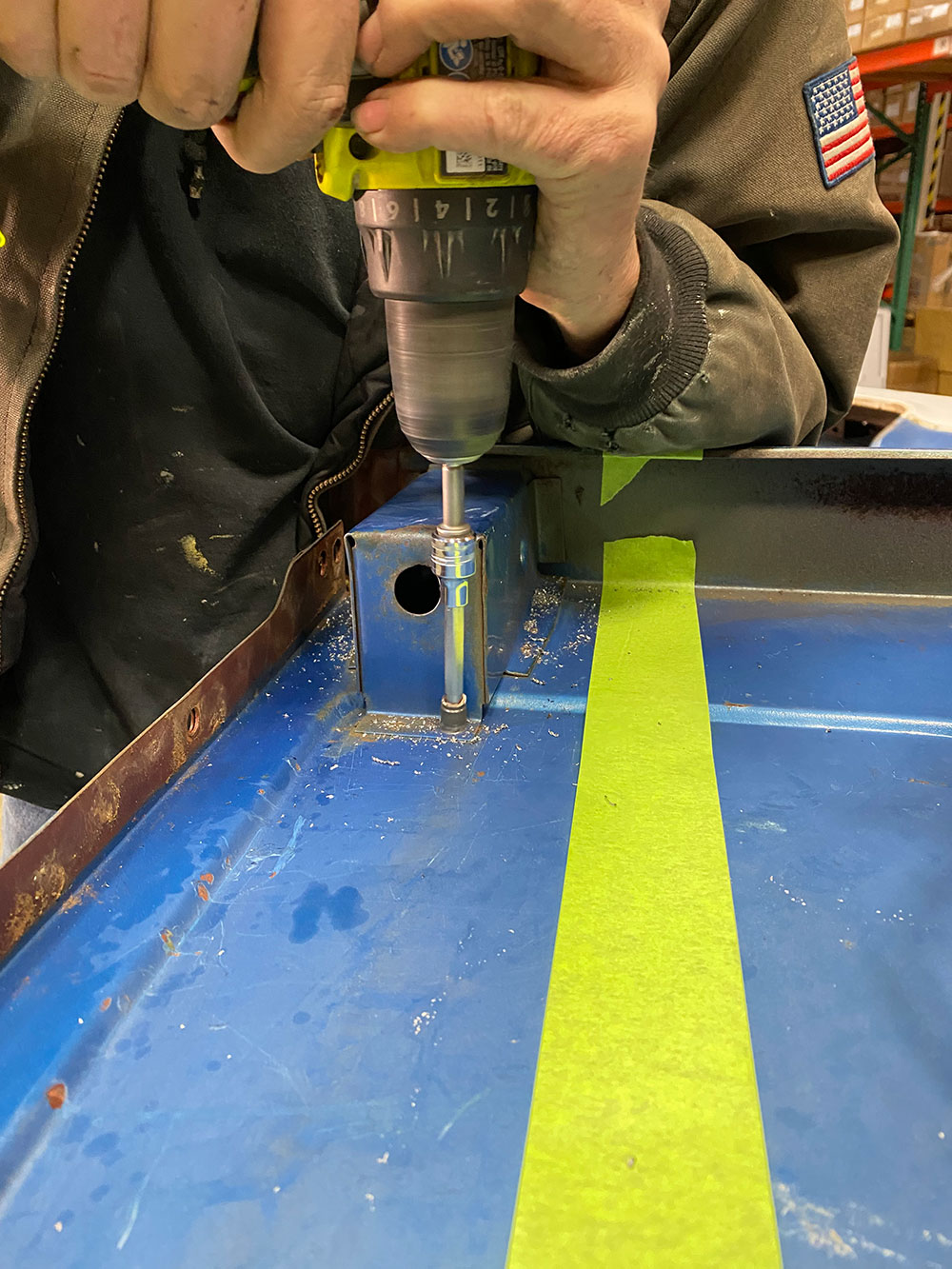
When you get toward the top, you’ll likely need to trade out your cutoff wheel for a Sawzall in order to get between the stake pocket and the front flange.After completing your dogleg cut on the truck bed rails, trim the panel around the pocket, as shown, then proceed with cutting the leading edge—if done correctly, your forward section should come off in one piece.Remove the remaining inner panel from behind the stake pocket—you will spot-weld the pocket directly onto the raised section of the inner panel once you’ve removed your 14 inches, which we’re about to do.Exactly 14 inches back from our initial leading edge, we slice the exterior panel from the bottom to the top …
… then, using the severed section, lay that on top of the remaining exterior bedside as a template for our stake pocket dogleg cut. (If it weren’t for the presence of the actual pocket assembly on our front section we’ll be reattaching it could be used as the template.)
Just as we did with the rear section, the front end of the inner panel is drilled for the forthcoming spot welds. Also, notice above the raised section that was previously mentioned; it lines up perfectly with the detached stake pocket! (Some bedsides may not have that, or the particular panel shapes that facilitate the sectioning as they do with the so-called “standard” ones we’re working with.)Again, rely on your butt welding clamps to keep your panels aligned as you weld them back together. You might also take note that Welch is using a safety blade as a tool to further help in keeping his seam aligned as he incrementally tack-welds.
With the forward section tacked in place, including the dog legged truck bed rail portion, the stake pocket can be rosette welded on.With everything tacked and straight, the entire section can be fully welded up. And just like the back end, do so in small sections, allowing the metal to cool sufficiently to avoid warpage. Same goes for when you go to finish off your welds (grind): don’t get too aggressive with the grinder and just remove the top of the weld first before finishing off the entire seam.
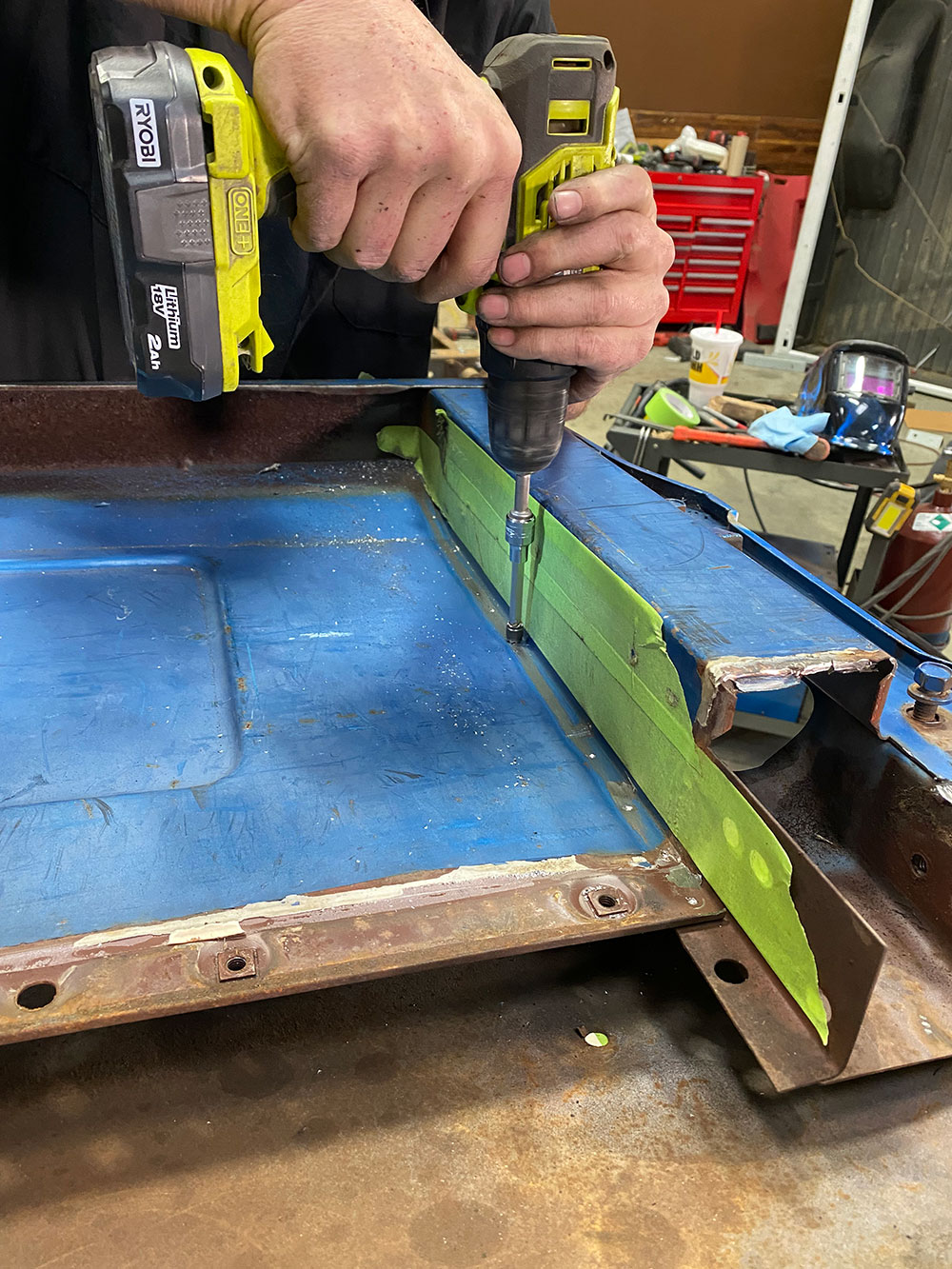
Once the bedside shortening is complete, we can set our new 1973-1987 SWB bed floor onto the shortened square body chassis—but left unbolted, as we still need to maneuver and attach some in place first. (We figured the frame was a better-suited worktable so we wouldn’t have to lift the entire bed assembly back on the truck.)The stock front panel requires access from the front in order to attach to the new truck bed floor, hence the ability to maneuver the floor around on the frame.When it comes to the truck bed sides and inner wheel wells, you can go about that in one of two ways: attach the bedsides first and slide the wheel wells in place, or …… bolt the wheel wells onto the truck bed floor first, then hang the bedsides!
Since we’ve gone to all this length to preserve the Cheyenne’s natural-born patina, it made perfect sense to shorten the stock side trim as well in lieu of purchasing all-new trim from Brothers Trucks’ (which would be our option had we gone with their new bedsides, obviously).
Final assembly of the truck bed’s accessories (wheel well trim, taillights, bumper, and, of course, the tailgate) and …
… we’re done! The Squarebody Chevy’s owner will likely have the surgical evidence (the weld seams) blended in to match the patina rather than leave exposed … which may just end up being another little how-to diddy down the road!
We use cookies to ensure that we give you the best experience on our website. If you continue to use this site we will assume that you are happy with it.