When Alan Johnson builds a hot rod he takes design and functionality into account with every component on the car. Most of the Johnson’s Hot Rod Shop creations are built to be driven. Johnson has faithfully used Walker Radiator Works because of their durable construction and reliable performance. Vernon Walker revolutionized the street rod world with traditional brass and copper radiators that were guaranteed to cool. When Walker Radiator Works closed its doors, Johnson bought the entire operation. All the machines, patterns, and notes came with the purchase, but the name was not available, so he renamed it Johnson’s Radiator Works and moved the operation to a facility near his hot rod shop in Gadsden, Alabama.
Walker Radiator Works was a vendor at the very first Street Rod Nationals in 1970. Vernon Walker’s updates and improvements brought these brass and copper radiators into the modern era.
Although there has been a learning curve, Johnson and his staff have devoted many hours to dialing in the manufacturing process. All the systems and processes that Walker implemented are still in place but transferring it over to a new facility and new staff took some time. Now the crew at Johnson’s Radiator Works is building up an inventory of cores, tanks, tubes, fins, and brackets, and fulfilling orders as quickly as possible. Every piece of the radiator, apart from the drain petcock, is built by a small but dedicated staff who want to build the very best handcrafted radiators right here in the USA.
When Johnson bought the company, he got all the machinery and tooling. Johnson’s Radiator Works continues to manufacture its components with all the details that made Walker Radiator Works famous in the street rod world.
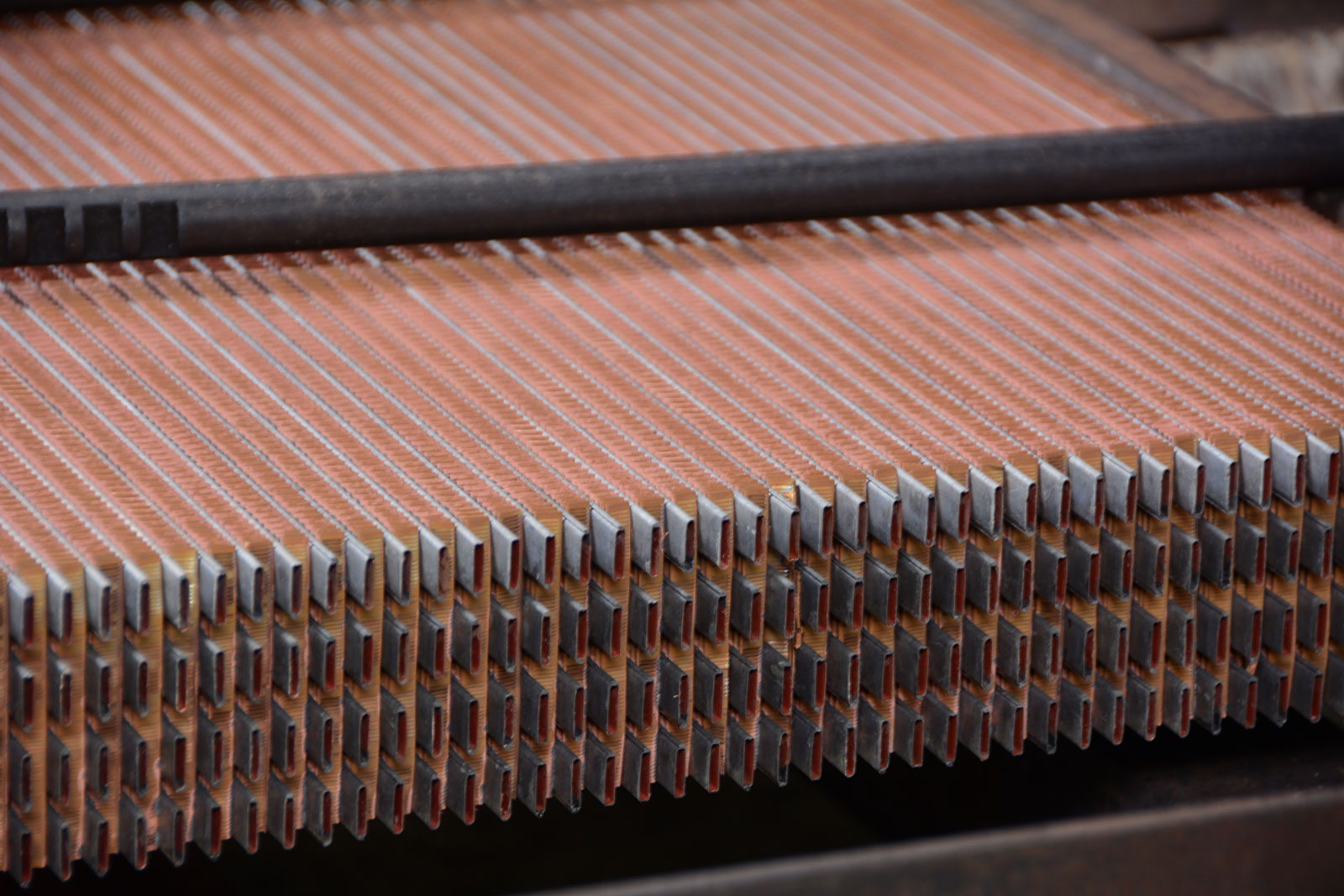
When shopping for a radiator for your street rod, muscle car, or classic truck, you have plenty of options. You could use an original radiator but they typically need repairs to be usable. Even then, the original tube and fin design is not the most efficient, which is why most people want to upgrade to a new radiator. While aluminum radiators are physically lighter, the brass and copper construction is more durable and conducts heat better if configured properly. That’s where Walker Radiator Works entered the scene with a custom-fin design that provides more air direction changes inside the core and four rows of 0.125×0.500-inch brass tubes for excellent flow. These two features dramatically increase cooling performance, compared to stock brass and copper radiators and most aluminum radiators.
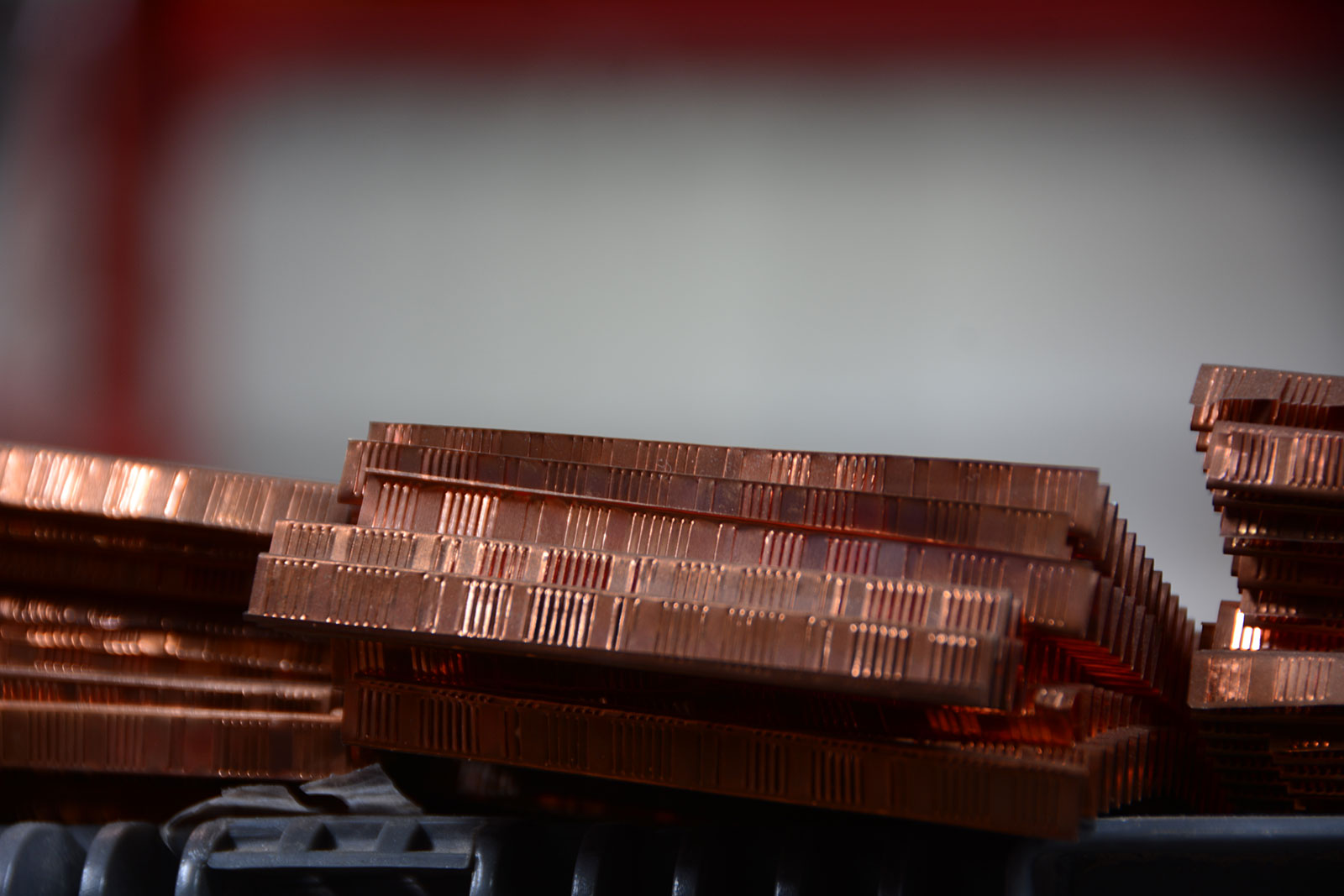
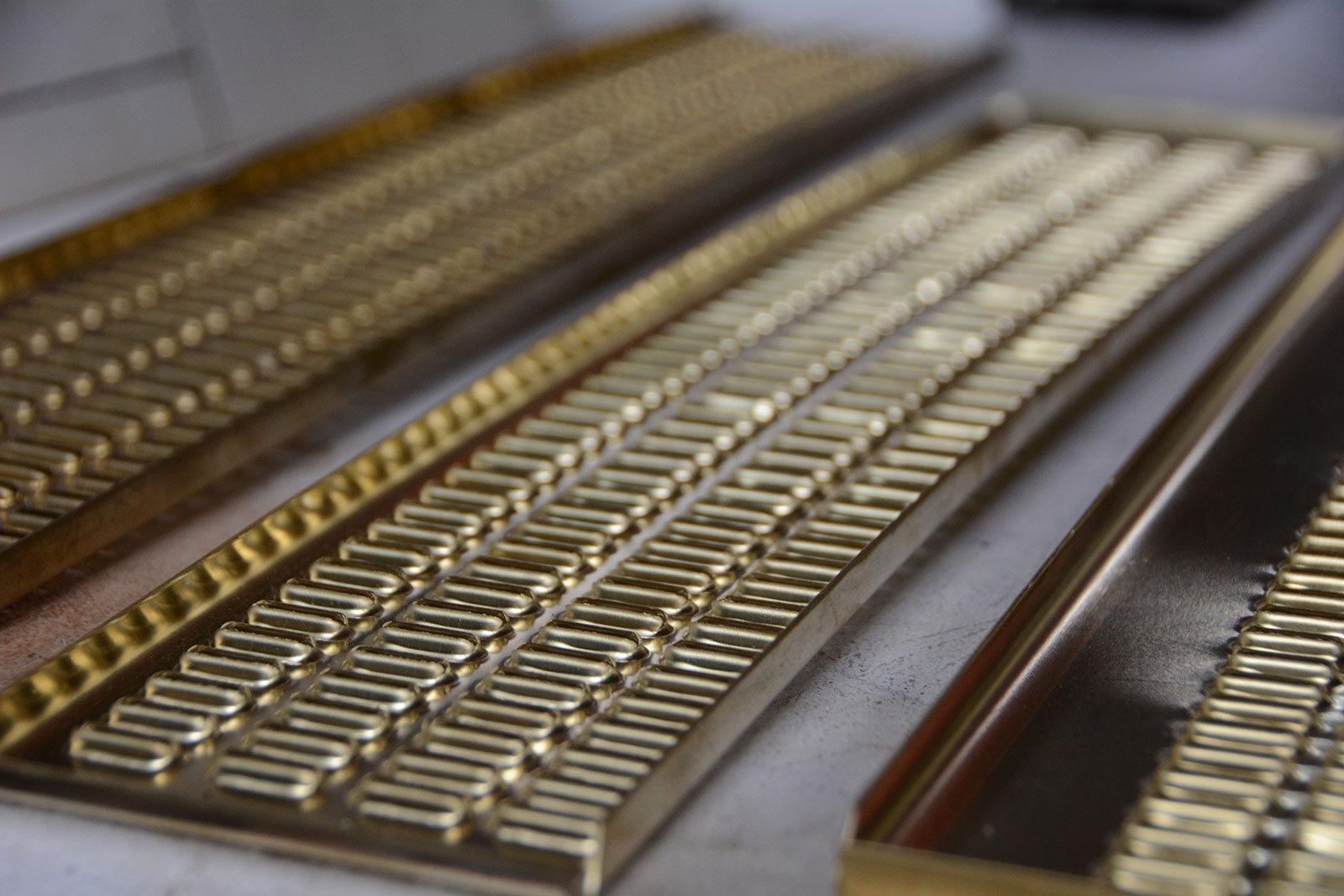
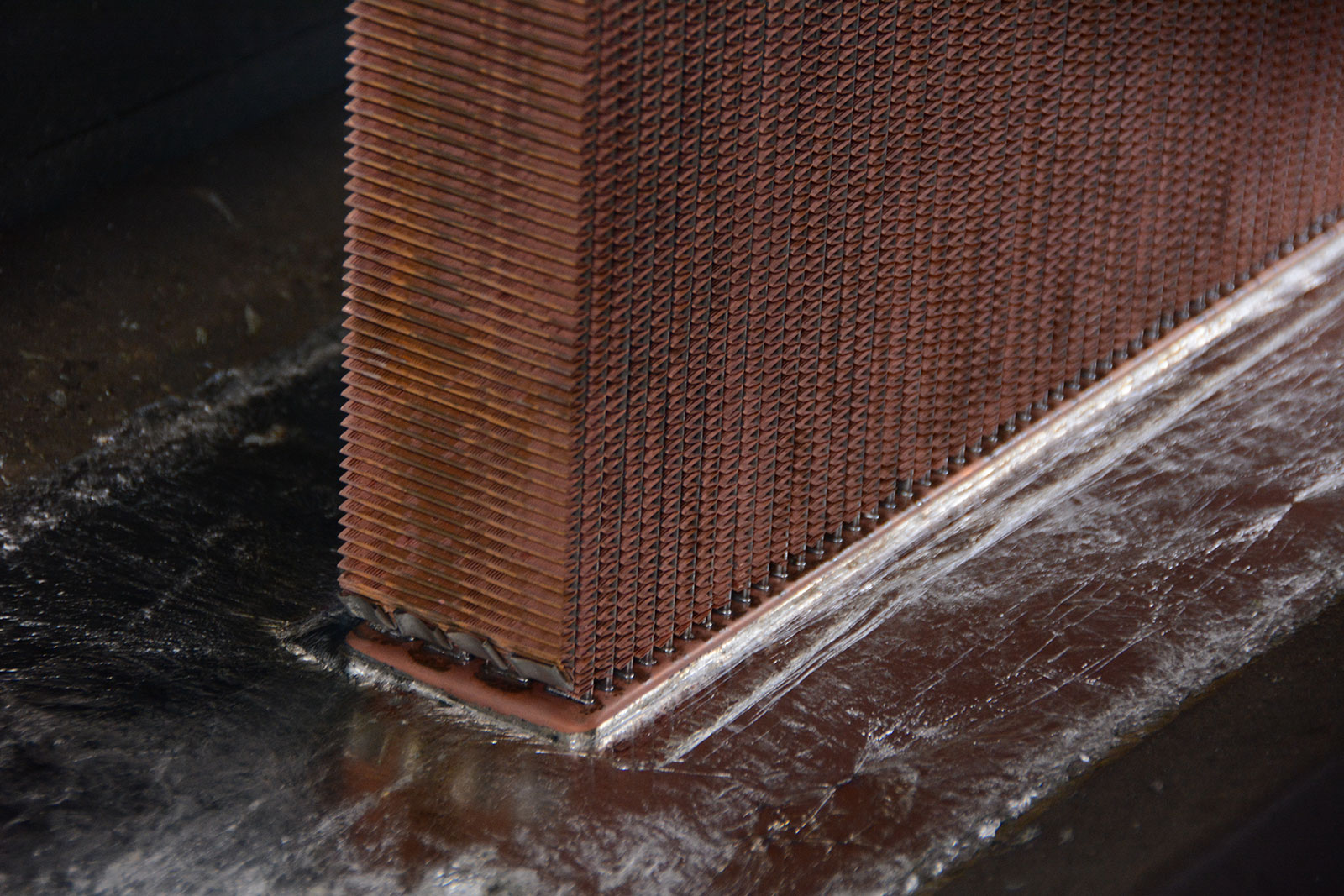
One of the reasons these radiators cool so efficiently is the louvered copper fins. The louvers in each fin encourage air direction changes, which in turn offers excellent cooling capability.
With dozens of direct-fit radiators covering the 70-year span of cars and trucks, Johnson’s Radiator Works offers a wide range of radiators. We followed along with the staff as they built a 1932 Ford radiator, which is available with Flathead hose configuration and other V8 applications for traditional Chevrolet and Ford engines as well as modern LS engines. Johnson’s also offers 1932 Ford radiators in standard height as well as shortened versions, up to 6 inches shorter than stock. This example has a standard V8 hose setup and comes complete with a Vintage Air AC condenser.
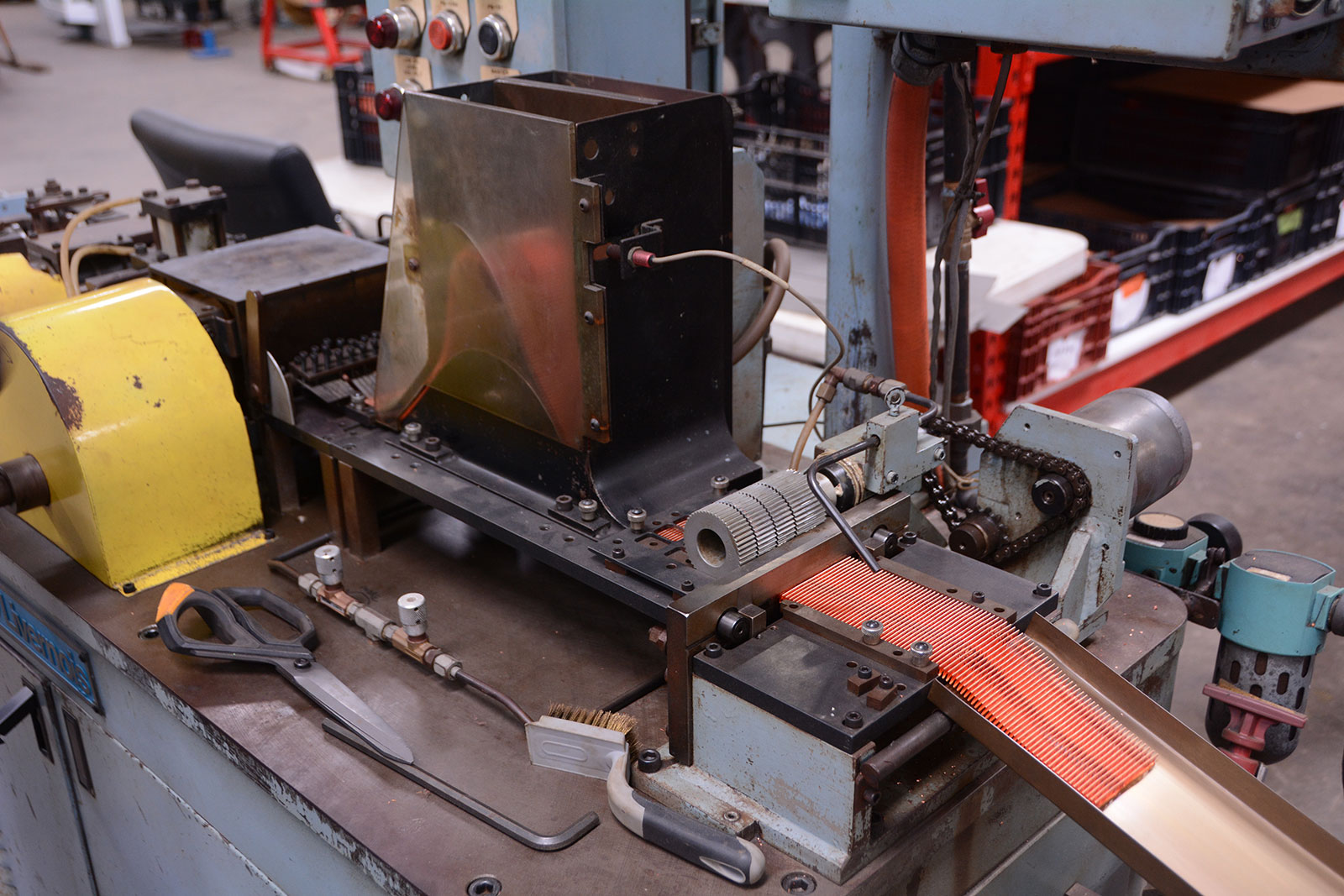
The brass tubes are made from flat sheet stock. The machine folds the flat stock into 0.125×0.500-inch tubes with a Pittsburgh seam for strength. The tube is then coated in solder and cut to lengths, depending on the application.
The manufacturing process is labor intensive and great care is taken in every step of production. Follow along as Johnson’s Radiator Works starts with flat sheets of copper, brass, and 12-gauge steel and builds a 1932 Ford radiator that’s guaranteed to cool, no matter the conditions. MR
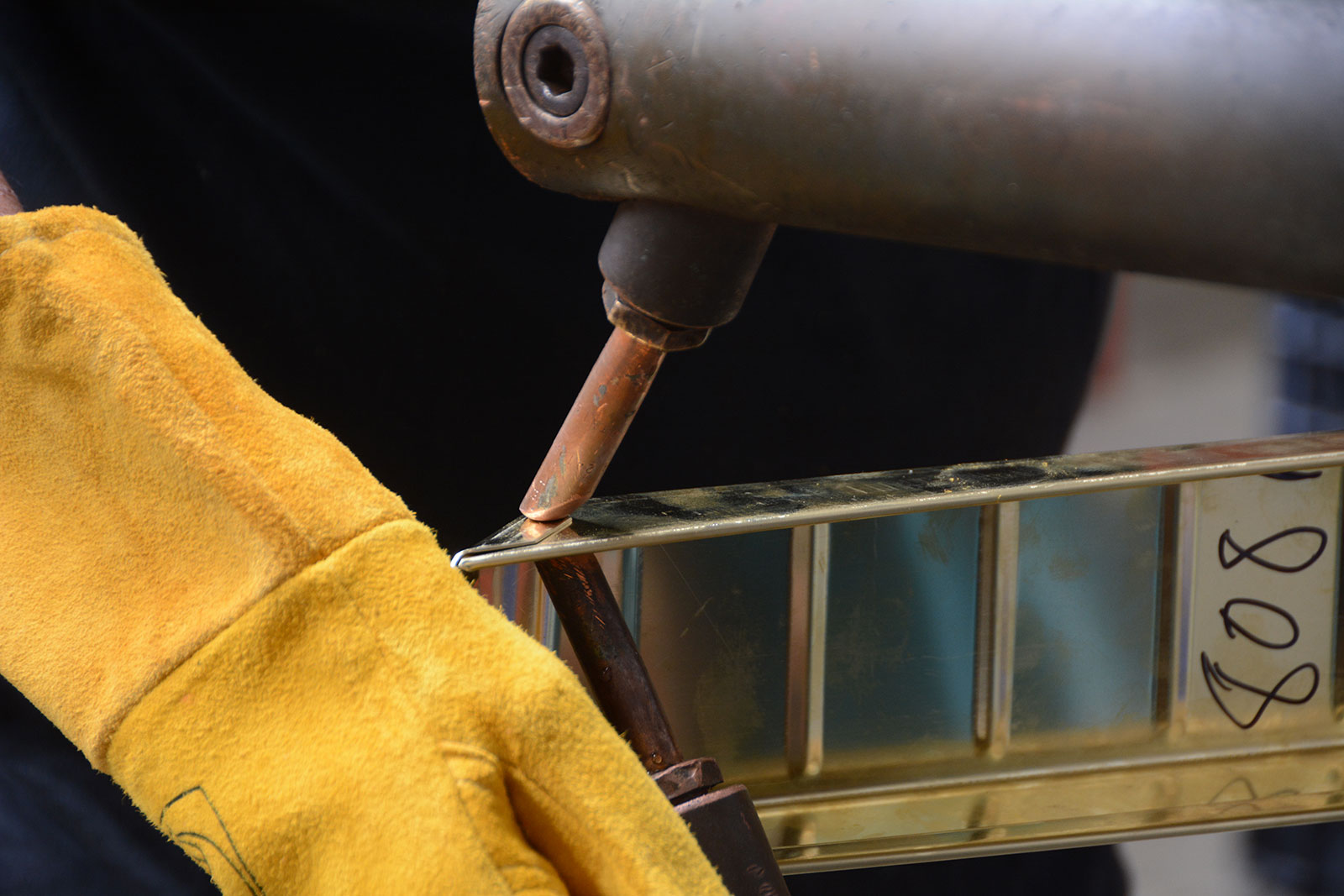
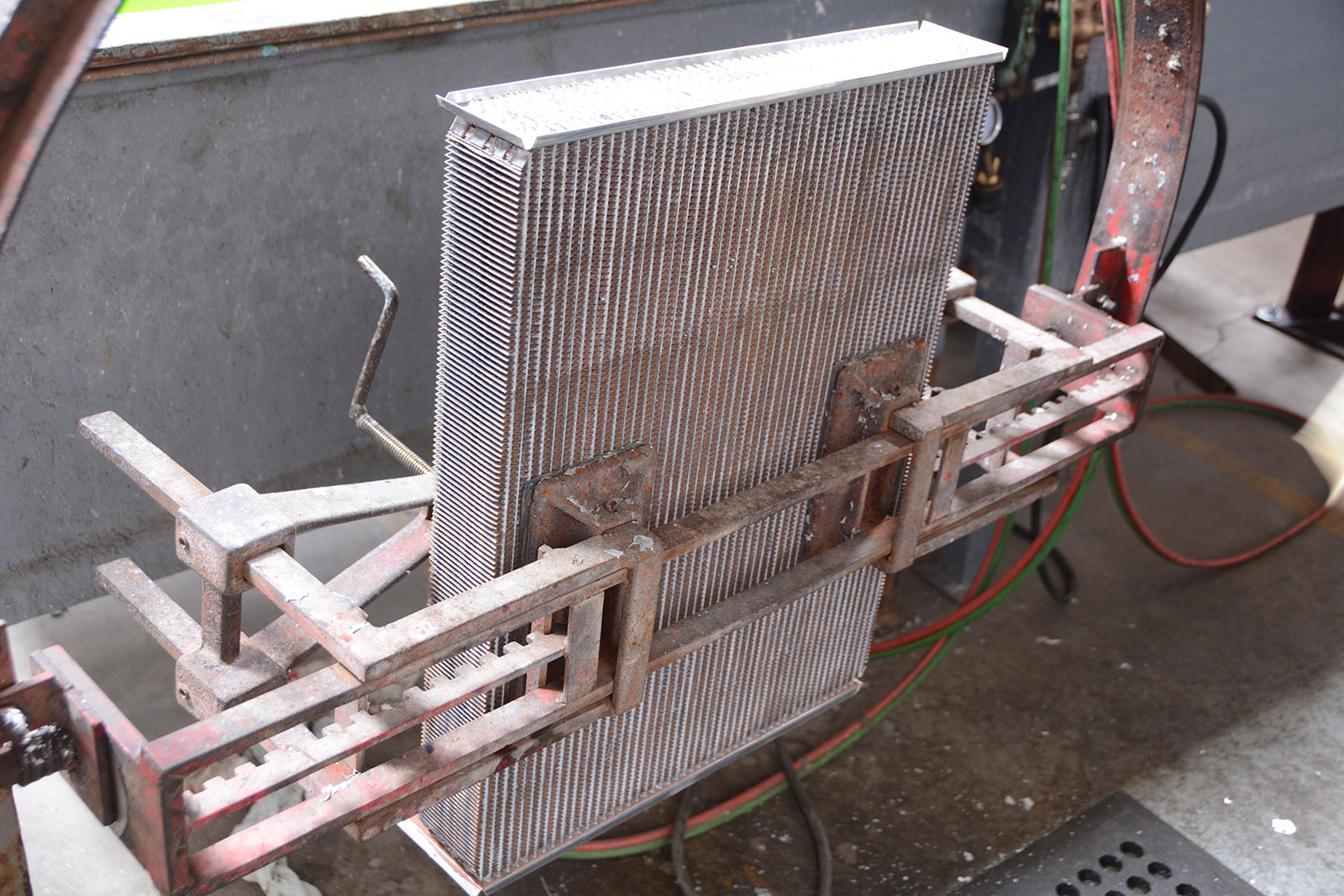
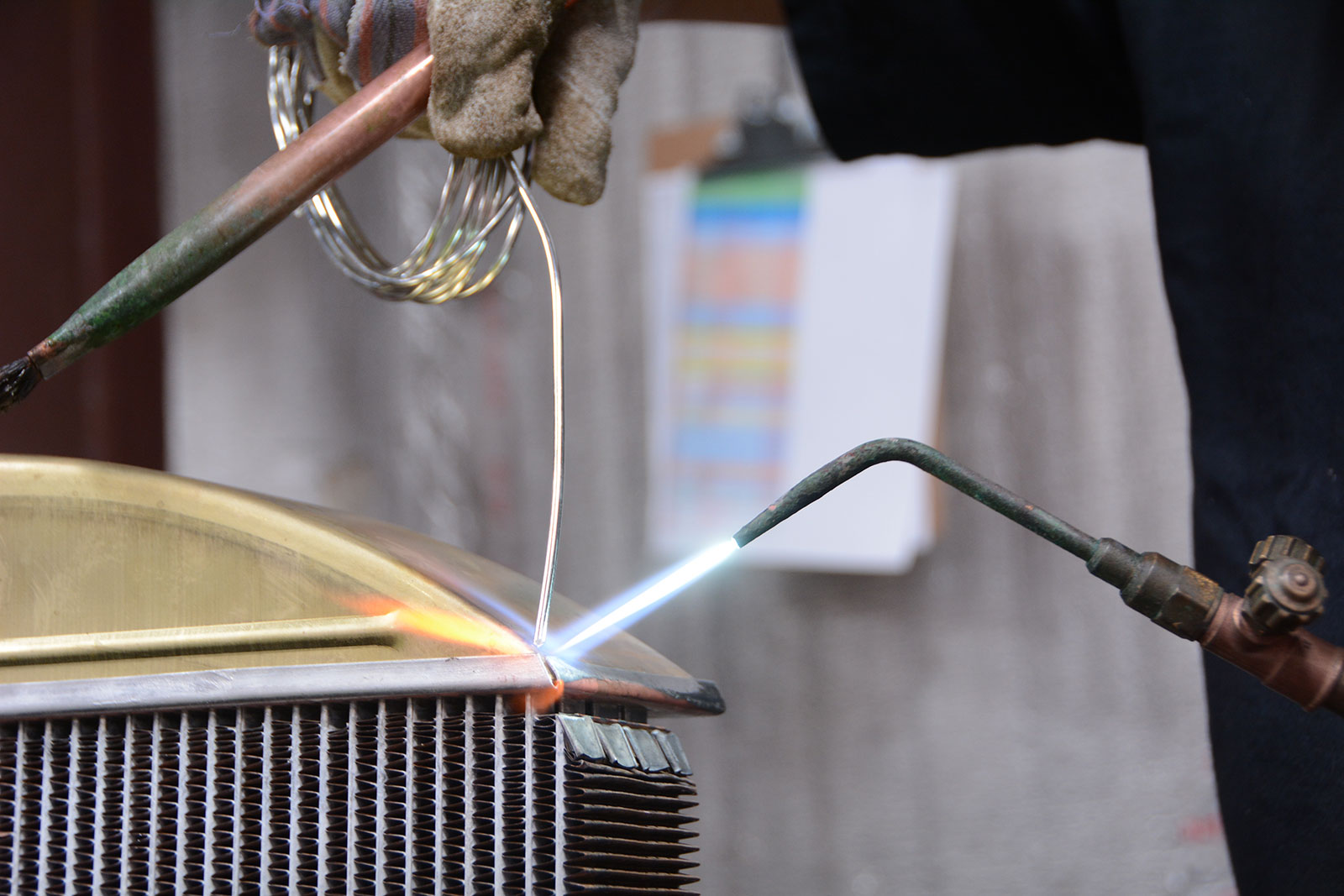
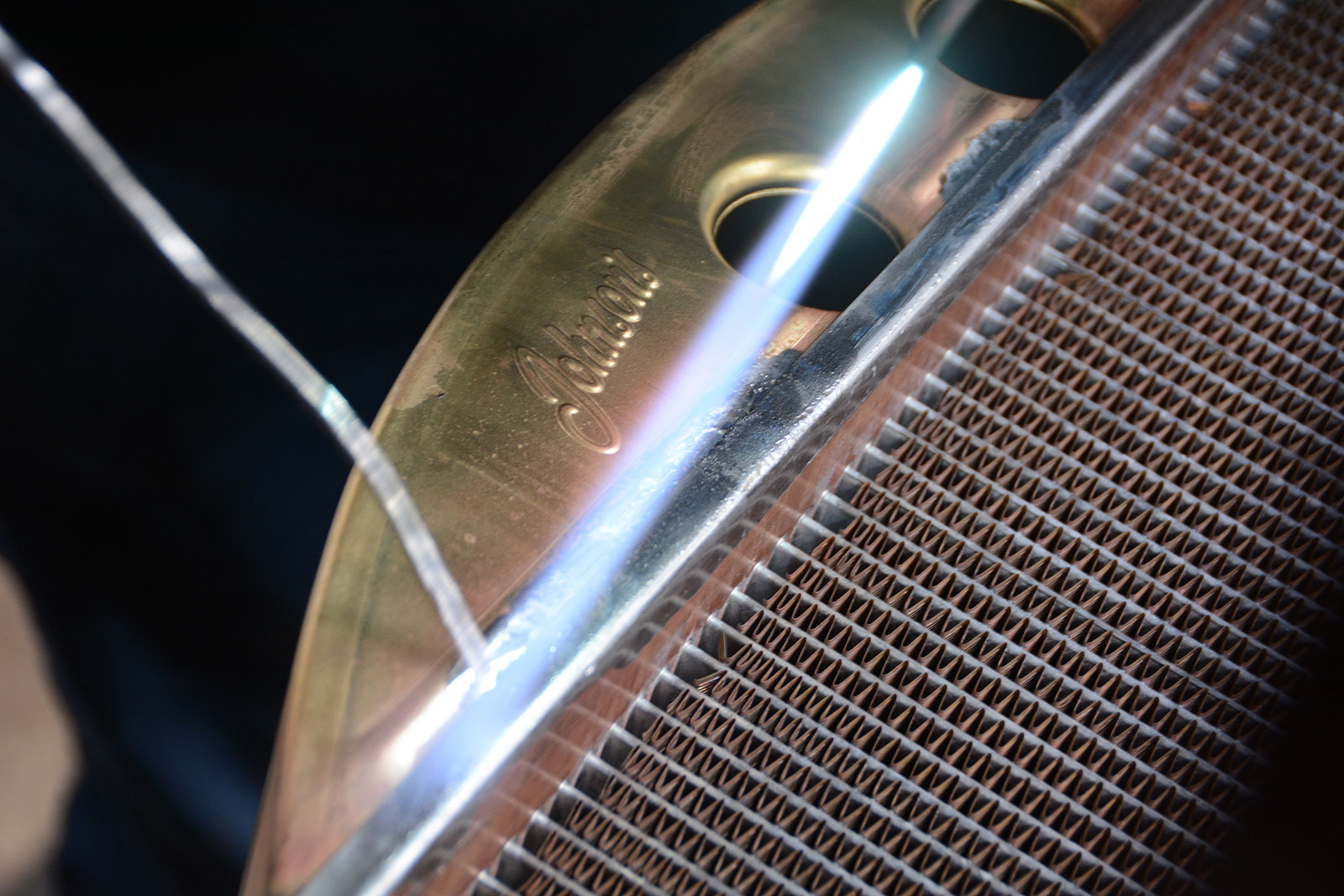
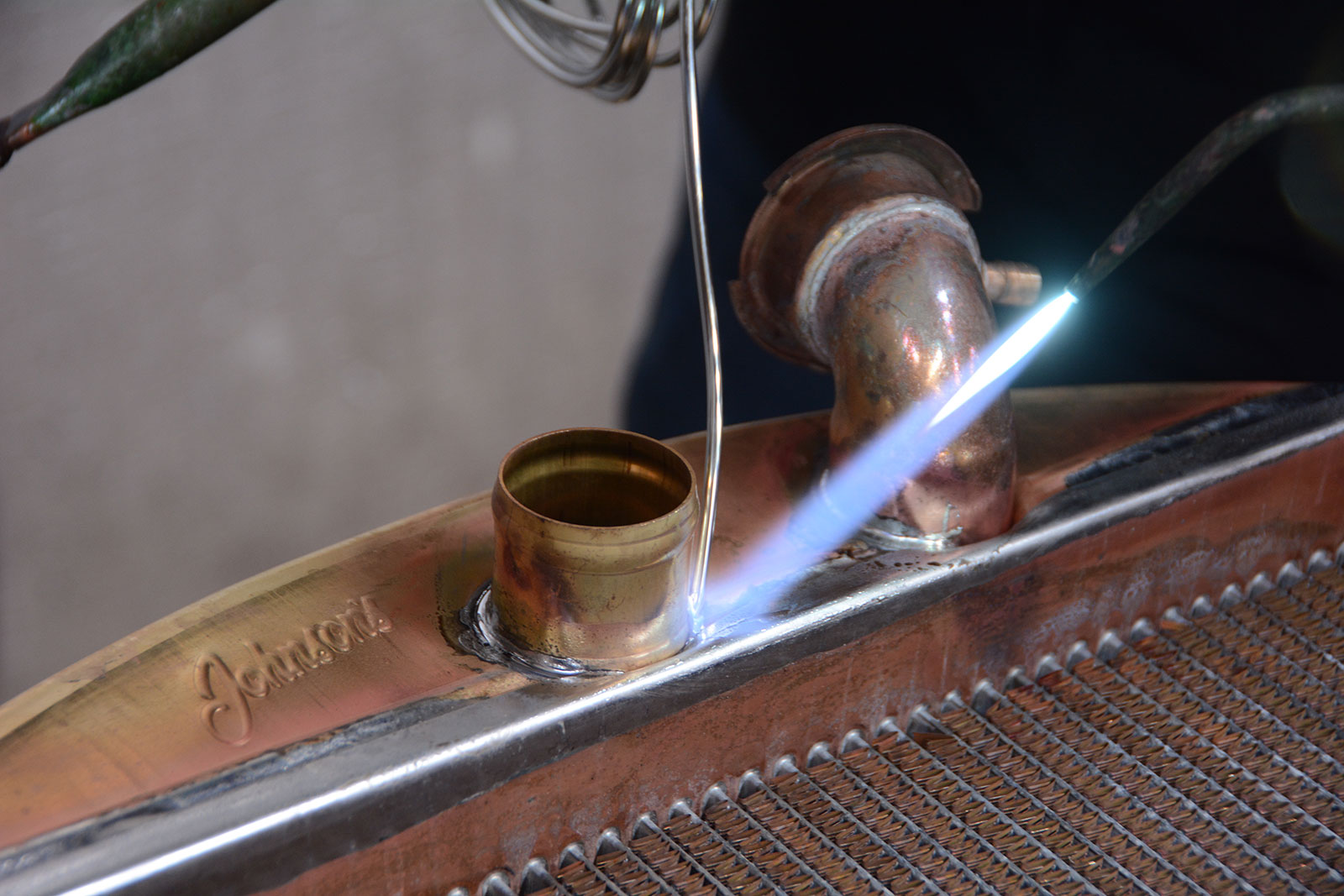
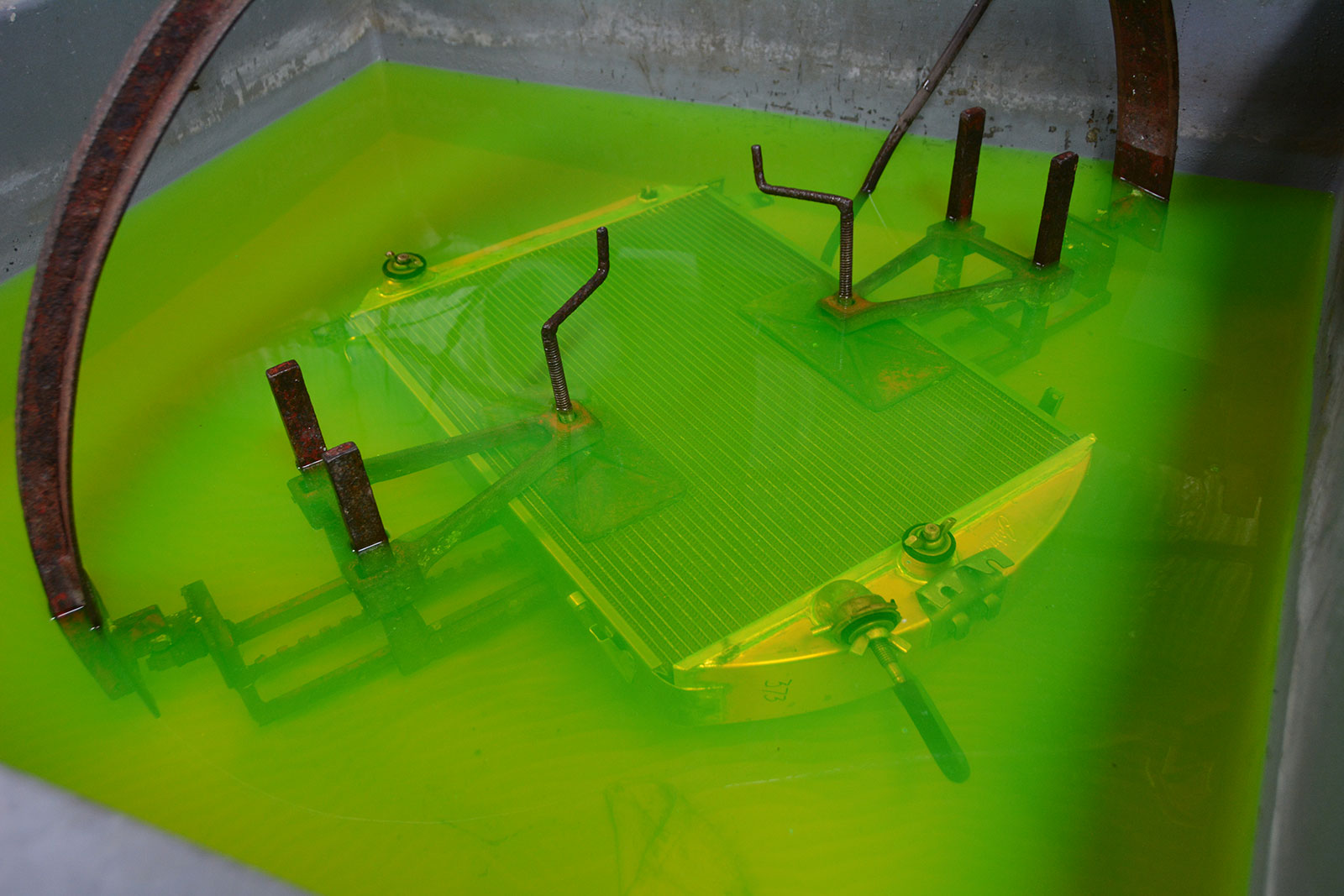
Brittany Winningham assembles the core using four rows of tubes. You can see that the size and shape of the fins (0.250-inch fin height) allows for more tubes than a standard brass and copper radiator.Extra cooling capacity and structural strength are benefits of the designated fin height and additional tubes. This is especially important on cars like a 1932 Ford where the radiator is a structural part of the car’s front sheetmetal.The assembled cores are held in a special fixture and then dipped in a heat-activated flux. The cores are then lightly dried with an air nozzle.Glenn Jackson slides several assembled cores into the oven. This melts the solder that is coated on the tubes and creates a strong bond with the fins.Header panels are stamped out of brass and feature flanged holes to provide a tight fit around the tubes. The placement and length of the tubes must be precise to ensure proper fitment of the headers.Glenn carefully hammers the header panel onto the core assembly and then uses a special hammer and dolly to securely fasten the header to the core by swedging the tubes evenly across the entire surface.The header is held in place with solder, which is brought to temperature in a heated dipping tank. The core is first dipped in flux and then dipped into the solder tank. After the liquid solder is blown out of the tubes, the core is washed thoroughly.Now that the core is complete, Jackson and Brittany feed a sheet of brass stock into the shear. These pieces are measured and cut to length and provide a blank canvas for the one-piece tanks.The 1932 Ford radiator uses a stamped upper tank, and this machine makes quick work of it. Dies are changed, based on the application of the radiator, but once it’s set up Jackson can stamp dozens of tanks to have them on the shelf for future builds.The lower tank starts as a flat sheet of brass and is stamped with strengthening beads before it’s formed.The lower tank has its lower radiator hose outlet punched out and is then formed into the proper size and shape, based on extensive notes for each application.After the tank is formed, the tabs are spot-welded on each corner. The seams will be filled with solder when the tanks are attached to the core.The upper tank is taken over to the punching station where the holes are punched for the filler neck and upper radiator hose.Johnson’s Radiator Works has files of information on each application telling the workers exactly where to punch the holes. After the holes are punched, the “Johnson’s” logo and a serial number are stamped.The core assembly is placed in a rotating and pivoting fixture that allows easy access to all edges and corners of the radiator. The large pads prevent damage to the fins when it is clamped in place.Johnson takes pride in each piece that leaves the facility and knows the manufacturing process from front to back. Here, Johnson is fitting the upper tank to the core.The tank fits inside the header and then Johnson hammers the flanges down for a tight fit.Johnson uses a torch and solder while applying flux with a brush to keep things flowing. It’s an art to make the solder flow out and look nice, but it’s a challenge that Johnson enjoys.The long run on the upper tank is done in sections to hold the tank in place. Johnson installs the filler neck and hose outlet after the tank is secure and then goes back to fill in the gaps.Solder holds the filler neck and outlets in place and provides a strong, leak-free bond on the brass tanks.Twelve-gauge steel is used to build the mounting brackets for each application. Here, the rod holders for the 1932 Ford radiator are cut to length, punched with mounting tabs, and then stamped to the proper shape.No radiator leaves Johnson’s Radiator Works without complete mounting brackets—ready to bolt into your vehicle. Twelve-gauge steel is used for the brackets, which are held in place with solder.Johnson is a perfectionist and spends a great deal of time ensuring each radiator looks good and performs as advertised. Here, he solders the rod holders onto the upper tank.Every radiator is pressure tested before it’s painted and shipped to the customer. Johnson’s Radiator Works radiators are designed to operate with a 15- to 18-pound radiator cap, so 20-plus pounds of pressure ensures proper sealing.After the tanks and mounting brackets are installed, the radiator is placed on an assembly line that leads to the painting station. Brittany handles painting duties and final assembly.Johnson’s Radiator Works uses Vintage Air AC condensers on all of its air-conditioned applications. Brittany installs the condenser and hard lines before preparing the radiator for shipment.Decades of research and development from the Walker family and Johnson’s dedication results in products that are guaranteed to cool and carry on the Walker Radiator Works legacy.When a Johnson’s Radiator Works radiator shows up at your door, it is ready to be installed. Mounting brackets, condenser, and lines are pre assembled and ready for use on your hot rod, classic truck, or muscle car.This 1932 Ford radiator is ready to be boxed up and shipped off to the customer. The handcrafted, American-made radiator is ready for the highway and guaranteed to cool.
We use cookies to ensure that we give you the best experience on our website. If you continue to use this site we will assume that you are happy with it.