Pulling up the carpet on a vintage Chevy often comes with a sense of dread about the revelations below it. Rust, as it is said, never sleeps and floor repairs are almost a guarantee when it comes to restoration work, especially with early Camaros—whether it’s a comparatively small, localized issue or a more invasive spread of tin worm.
Surprisingly, rust wasn’t the issue with the floor in this story’s project car. It’s the latest ’69 Camaro build for Pro Touring pioneer Mark Stielow and Detroit-area Sled Alley was tasked with prepping the body and chassis for some Detroit Speed upgrades. After tearing down the car, they were pleasantly surprised to find essentially no rust in the body shell or floor but determined a floorpan replacement was still required. That’s because, when new, the car was immediately pressed into drag racing duty and it was clear it had suffered bumps and bruises of a wayward driveshaft or two and some precision clearance work with a sledgehammer. There were also some old patches used to correct other damage.
The project car is Mark Stielow’s latest ’69 Camaro build. It’s a low-mileage car that spent its early years as a drag car, as seen here in a shot from the ’80s. It has worn a number of paintjobs over the years, along with different powertrains, but the car is essentially rust-free and has a unique backstory.
“It’s a shame that a new floor was needed for a rust-free body, but the original floor was really beat up,” Sled Alley’s Matt Gurjack says. “Replacement was the only practical solution.”
All Camaros, of course, have unitized construction, which adds a bit of complexity to the project. There are spot welds that secure the floorpan to the underlying rear subframe rails, as well as the rocker panels, all of which must be replicated to ensure the strength of the body structure. And because a significant portion of that body structure is removed for the repair, it must be carefully reinforced temporarily to keep the body shell straight and square during the surgery.
Starting with a rolling chassis, Sled Alley disassembled the car in preparation for all of its upgrades, with repairs such as the floor replacement the first steps in the car’s transformation. Stielow doesn’t plan to paint the car, so the body wasn’t media-blasted, but the front clip and subframe were removed, along with all the drivetrain components, brake lines, fuel lines, and so on. Everything under the car must be removed for the floor replacement and the body itself must be level.
All of that brings up an important question: Is a floor replacement a DIY project? The welding isn’t particularly complicated, even for those with only moderate experience, but the job requires additional tools that might not be in everyone’s toolbox, including a spot weld cutter for a drill, long body panel vise clamps, a bodywork hammer, and an air hammer. A plasma cutter speeds things along, too, but as the accompanying photos show, this project was accomplished without it.
The good news with the body was its lack of rust, but the floor took a beating over the years, with a driveshaft or two that let go and banged it up, along with other crude clearance mods and patch repairs. The damage would have been too time-consuming to repair, making the floor replacement the more practical solution.
003“Right around 40 hours of labor might be into a floor replacement—and that’s if we don’t find anything else to repair or address during the floor’s removal,” Gurjack says. “Getting the old floor out is mostly the easy part. All the time comes with grinding out the original spot welds, prepping the body for the new floor, and also prepping the new floor itself by punching the necessary spot-welded holes. It all adds up on the clock and you can’t rush it if it’s going to be done properly.”
Before Sled Alley attacked the old floor for removal, it was prepped by removing everything possible from the interior and chiseling out all the original seam sealer, which occurred before we caught up with the project. Sled Alley recommends a sturdy scraper and an air- or electric-powered wire wheel for the job. Keeping the wire wheel at a low speed cuts up the sealer without turning it into a gooey mess.
To be clearer, those 40 hours merely involved cutting out the old floor and installing the new one. They include disassembly of the interior or removal of the brake lines or fuel lines, which must be done, too. Simply tackling the project on a non-stripped car will easily double the labor.
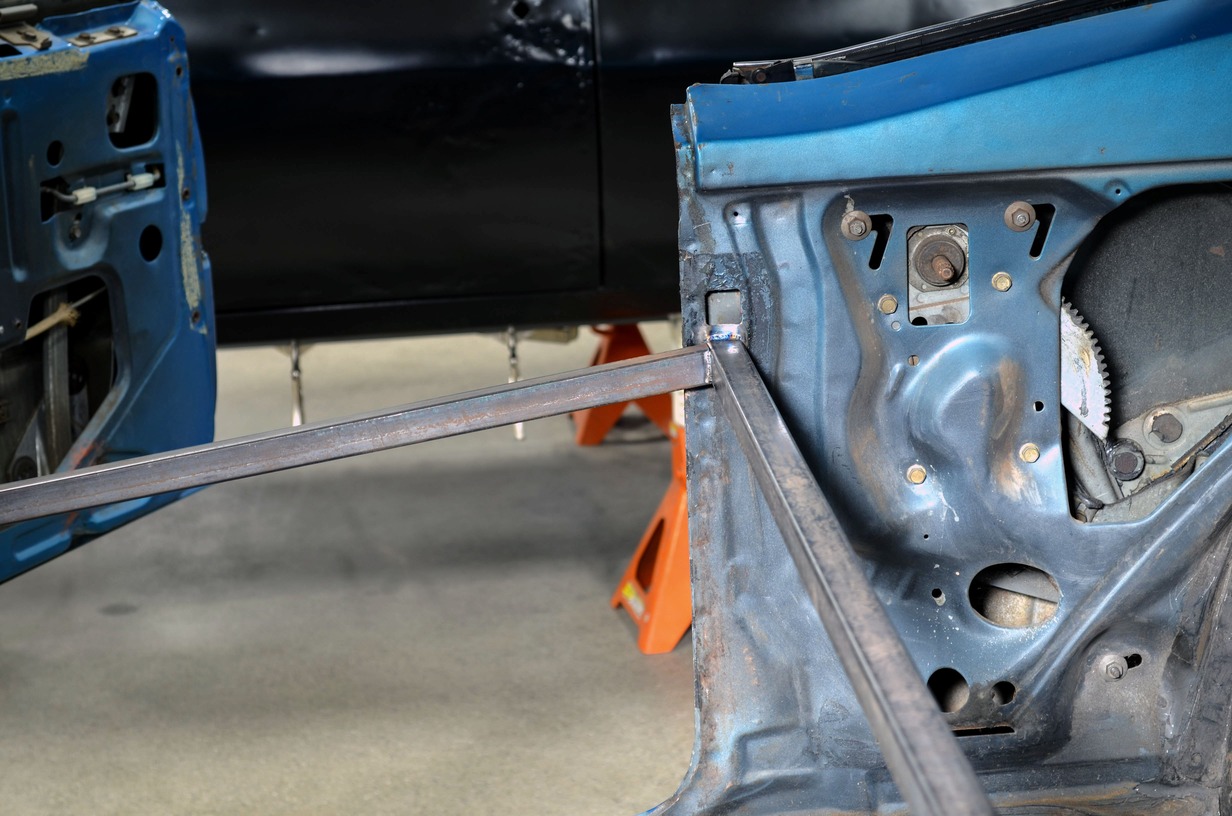
It’s also important to shore up the body structure prior to cutting out the floor. Tack-welded braces across the door openings and at least one crossbrace across the interior is the minimum to help keep the body structure square after the floor is removed. It’s also important to make sure the body is level and well-supported from the bottom so that it won’t move around during the work.
The replacement metal for this project came from Auto Metal Direct (AMD), which offers first-gen F-body floors in separate right and left halves or the whole enchilada as a one-piece stamping, including the transmission tunnel. Because the trans tunnel was the primary area of damage on Stielow’s car, Sled Alley ordered the entire floor, along with new floor plugs and seat risers. It’s worth noting, too, that AMD’s floor includes the separate, weld-on reinforcements specific to convertible models.
There are several approaches to cutting out the floor, but it’s generally easier to slice out the sheetmetal inside of the spot welds and return to attack the leftover welded strips of metal. A plasma cutter makes quick work of cutting but tends to leave more debris. In this case, an air hammer quickly cuts through the metal.
All those parts dropped easily into place for installation in this project and after about a week of cutting, grinding, and welding, the Camaro had a straight, rust-free, solid floor again. There will be more sheetmetal surgery to cover with Stielow’s latest project and we’re planning to keep following the car’s progress.
Stay tuned for more. ACP
It’s also easier to take out the floor in several more manageable pieces. Note how this section was sliced straight down the middle of the transmission tunnel. Removal is also much easier with the front of the car, including the subframe, already removed.Here’s the other half of the floor being removed. First-gen F-body floors have vertical flanges on the left- and right-hand sides that mate with the rockers for welding. Those flanges aren’t cut here—just the flat part of the floor is sliced out for expediency.The outer rear corners of the floor are a bit tricky because there’s a double layer of metal where the floor is attached to the rear subframe rails. In fact, there is a separate plate on each side that reinforces the floor’s attachment to the rails. Sled Alley cut around them and carefully separated the top layer of the floor from the plates. If the plates were rusted they would have been removed, too, but they weren’t, and Stielow preferred to leave them in place.Next, it’s time to get at the factory spot welds. There are specialty spot-weld cutting bits for drills, but a conventional bit will also get the job done.After drilling through each weld, a grinding wheel is used to move as much of the weld as possible.Then, a chisel is used to separate the metal strip from the body. Here, it’s one of the vertical flanges mounted against the rocker, but the same must be done where the front of the floor meets the toe pans and where the rear of the floor is attached near the trunk area.With the old metal removed, the remnants of the spot welds on the rockers are ground off, along with the factory galvanizing. The galvanizing must be removed in order for adequate penetration of the new spot welds.While not entirely necessary, Sled Alley hits the cleaned-off areas with a DA sander, giving a smoother finish to the metal that ultimately provides a better appearance when the new floor and surrounding interior areas are painted.Here’s the new floor from Auto Metal Direct, which is an exact replacement for the original. The rear seat brackets come already welded in place, along with the second layer of metal for the rear subframe attachment.The new floor is pretty much ready to install out of the box, but 1/4-inch spot-weld holes first must be punched into the outer flanges. They don’t have to match the originals exactly, but number and spacing of the originals are good guides.Although the rear subframe attachments come pre-installed on the bottom of the floorpan, because the originals were retained, Sled Alley carefully drilled out their spot welds and removed them from the new floorpan.After treating the framerails and frame plates with rust preventative and some paint, the edges were ground smooth in preparation for the marriage (and welding) with the new floorpan.Here comes the new floor. With a full floorpan like this, it goes in from the bottom—and again, it’s much easier when the front subframe has been removed.Once in the body, the floor more or less drops into place easily. For this initial fitment it takes relatively little fidgeting to get in the correct position.Fine-tuning of that fitment comes next. The flanges of the floorpan are clamped to the corresponding flanges on the rockers where they will be welded together.With the rockers used as the respective foundations, measurements were taken on the left- and right-hand sides of the floorpan to ensure they were adjusted to the same height in order to ensure the floor was level prior to welding.Sled Alley prefers to start welding at the rear of the floorpan and move forward. That means starting with the floor against the plates on the rear framerails. Clamps are used to alleviate any gaps between the floorpan and the framerails/plates. A few sheetmetal screws also help snug the panels together, which are later removed and their holes welded, too.With the metal panels snugly in place, it’s time to weld. MIG or TIG welding will work with even a conventional 120V home MIG welder providing adequate performance. Sled Alley used a MIG welder for this project. For spot welds like this, the idea is to place the wire at the center of the hole and fill it. The clamps and screws will have to move along the panel as necessary to facilitate all the welds.It’s the same general principle with the spot welds, only the rocker flanges require lying under the body to make them.After the welding is completed, the welds themselves are ground smooth. Sled Alley uses a couple of different grades of sanding discs, starting with 36-grit. The idea is to knock down the weld first and smooth it out afterward with higher-grit discs.And like the process for removing the spot-weld remnants earlier, a DA is also used to give the metal a final, smooth, and uniform finish. To seal the metal, the new floor should also be epoxied after the welding and grinding has been complete.New seam sealer is also required to replace the original sealer. Whether it should be applied before or after the epoxy coat is largely a matter of preference but applying the epoxy prior to the sealer will provide better protection for the metal. And yes, we’re illustrating this before the epoxy has been applied, but there is still work to be done inside the car and it was nonetheless important to mention.Interestingly, the Camaro’s new floor doesn’t come with a pre-cut shifter hole. AMD says it’s because more than half of the car’s production didn’t have floor shifters—and for those that did, the hole’s size and location differed if it had a manual or automatic transmission. On top of that, a great many restos these days involve restomod upgrades, such as modern overdrive transmissions that have their own dimensions for the shifter hole. This car will get a TREMEC six-speed, so it will require a custom hole location. For stock-type applications, templates are available online to locate and cut the hole. It’s also worth noting here that the front of the floor hasn’t been welded. That’s because it will get cut and modified when that six-speed is fitted.The seat frame floor supports, aka “seat risers,” are not included with AMD’s floorpan. Sold separately, they simply weld in place, but again, they were only test-fitted at this time because the planned Detroit Speed subframe connectors will cut through the floor and installing them is much easier without the risers in place.AMD also sells the floor plugs separately and they simply install with seam sealer to hold them in place. No welding required.The floor comes with the convertible-specific reinforcements that mount in front of the rear seat area. Installing them isn’t necessary for a coupe, but the slight increase in overall strength and rigidity certainly doesn’t hurt, especially since they’re already included with the kit. They don’t affect the carpet or anything else, either.Here’s the installed floor. It needs to be epoxied, but that will wait until the trans tunnel mods are made, along with the Detroit Speed equipment installation. It took the better part of a week to get the floor to this stage on a car that had already been disassembled. The prepwork and welding weren’t complicated, but they were time-consuming and demanded patience and a great eye for detail. There’s no rushing this project.
We use cookies to ensure that we give you the best experience on our website. If you continue to use this site we will assume that you are happy with it.