Few profiles are more sinister than a chopped 1934 Ford five-window coupe. Coming or going, sitting still, or at full song, it is a profile sure to quicken the pulse.
Chopping a Previously Chopped Coupe Presents Special Issues
Chopping a vintage coupe body is a serious undertaking, one that takes a keen eye and skills to match. The all-important “eyeball” is why no two chops are exactly the same. The angle of the windshield, the radius of the quarter window corners, and the shape of the door glass are all judgment calls in the process we fondly refer to as chopping. Done correctly, the term “chopping” seems a bit too crude for the almost-surgical precision exercised in a fine chop. So, we have established that it takes skill, a critical eye, and pure guts to chop a top. The only thing more challenging than chopping a stock 1934 Ford five-window coupe is chopping a 1934 Ford five-window coupe that has already been chopped. It takes a real man to step up to a second “correction chop” and all the extra special challenges.
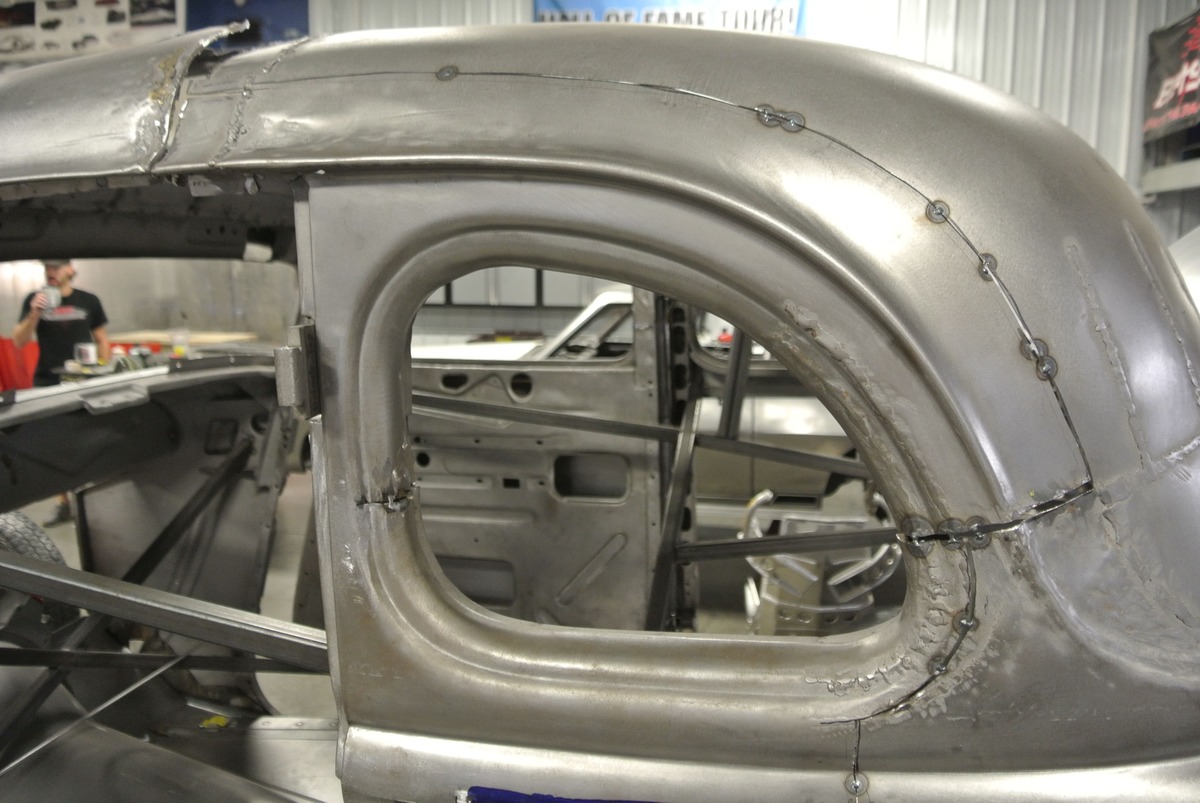
In a previous life this coupe had been chopped but never completed. While the profile was proper, the craftsmanship left a lot to be desired. The first step was to square and crossbrace the body. Lower door gaps are also set now.
Enter Bill Sather’s 1934 Ford five-window coupe, an old hot rod body that came to him through a bit of good ol’ Texas-style horse trading. The coupe had been chopped but it appears the process was never completed. The good news is whoever cut the car the first time had a good eye. The coupe had a wicked profile, unfortunately the skill level and panel fit left much to be desired, particularly by today’s metal master standards. So the coupe made its way from Texas to Mahomet, Illinois, where the team at BBT Fabrications took on the task of producing a killer profile with expert metalwork. To accomplish this, BBT first had to locate an entire donor roof off a second 1934 Ford five-window coupe. Basically, they cut this second roof up to repair the mismatched panels on the car. During the chop they would also be filling the roof insert, but the first order of business was to get a proper, symmetrical, mathematically correct top in place, complete with cut doors (these weren’t finished during the first attempt by an unknown hot rodder).
The A-pillars and the resulting windshield opening required minor tweaking to arrive at a symmetrical opening. The decision to lean the posts back or maintain stock angle is also made now. This chop maintains stock windshield angle.Before the poorly chopped top could be repaired all door gaps are adjusted and the body checked and cross checked to ensure it is not twisted. With the gaps set the final interior body braces are installed.The top of the doors were not cut during the first, incomplete chopping process. Also note the roof above the door does not align with the lowered rear portion of the roof. Major surgery would be required to repair this flaw. A complete donor roof from a second five-window coupe body was used in the process.
The first order of business was squaring up the body. The doors had been cut but the tops of the door frames had not been fitted. This permitted the doors to be fit to the openings, gaps adjusted, and body reveals aligned. The fact that the top of the doors had not been fitted was actually a good thing as it left fresh gennie Ford door tops to fit to the new opening created during the second chop. Whenever chopping a top (preferably the first chop) it is imperative the body be square on the chassis and that all panels are fit. After achieving proper panel fit, the body is crossbraced before any cutting can begin. Crossbracing must be designed to keep the body absolutely stationary after removing the roof, but you must also build in working space inside the car. Those door tops were set aside and the job of repairing top chop number one began.
It should be noted that the windshield opening had been chopped and reattached with a symmetrical windshield opening and a pleasing chop; our guess is somewhere around 3-1/2 inches. Because of the taper of the body, when you chop a 1934 Ford coupe the roof section is smaller than the body. There are two ways to remedy this: You can lean the windshield posts back for that salt flat look or you can add filler strip to effectively lengthen the roof to fit the new windshield location. It often comes down to a matter of taste. It should be noted that leaning the posts back during a chop is not that simple. The entire bottom of the windshield area of the cowl should also be leaned back to ensure a proper-fitting windshield.
Here we can see the amount of repair required to make this a quality chop. The shape of the window is pleasing, but the metalwork is lacking. The donor roof will supply the needed repair pieces.With gaps set and body braced Troy cut out the lower rear radius of the driver-side quarter window. The donor top supplied the lower corner and it was carefully sliced and welded to reshape the radius. The removed piece was beyond saving.The lower rear radius was fit and tack-welded in place. A similar treatment was done on the upper front radius. Finally, a piece of the donor roof followed the drip line of the roof and fit between the two replaced corners to complete the window opening.
In this case the windshield posts would remain on the stock angle. The original roof had been cut just forward of the B-pillar but the roof did not appear to align with the rear portion of the chop. We’re guessing this may be why work stopped on the original chop. After some minor work on the windshield opening, it was square and the roof now extended back to the B-pillar on both sides. Troy began work on the driver-side quarter window. Both rear roof corners on the car had different cut lines (never a good sign), so both corners would require unique repairs.
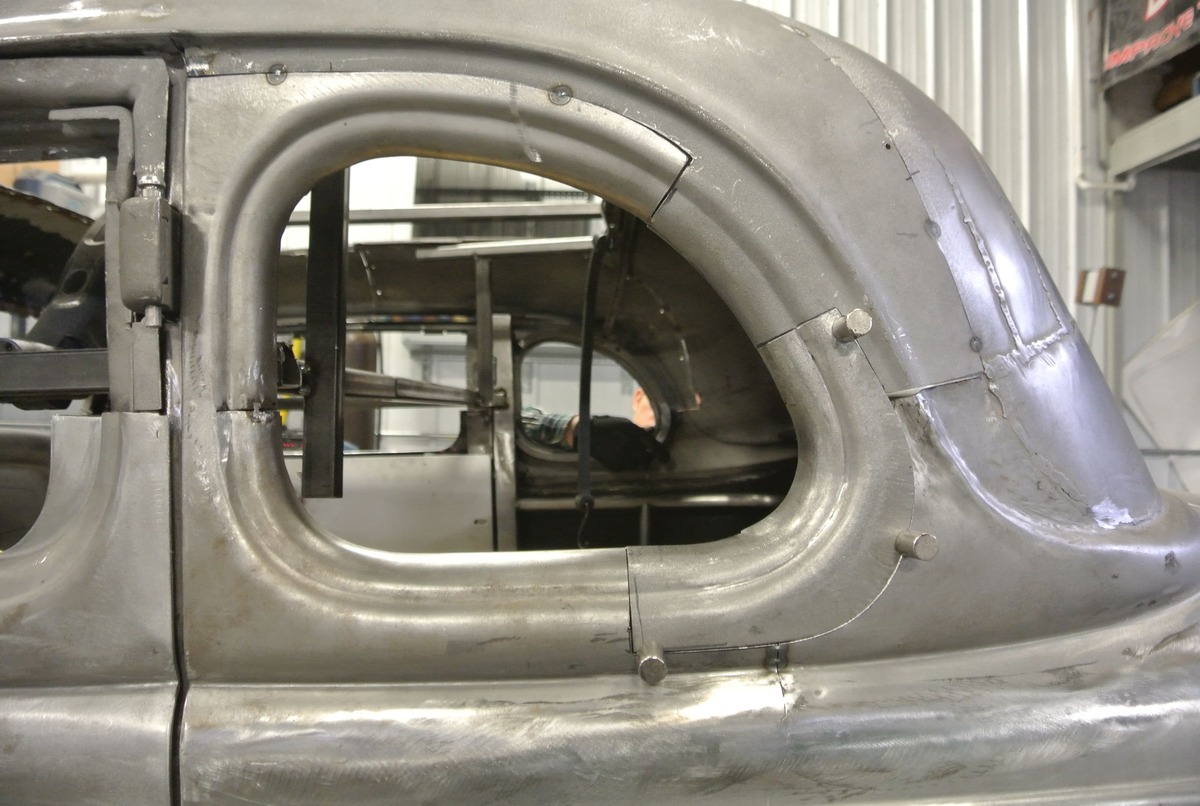
The original roof attached to the windshield posts was trimmed back to the center of the door opening. This eliminated a lot of distorted metal and allowed more distance to transition from the roof. Remember, when lowering the lid, it effectively becomes longer as it comes down, which calls for completely reshaping the rear quarter window. The final shape of this window is crucial to the overall look of a chopped top. The lower front radius of the quarter window remained stock, while the lower rear radius had been reshaped with a series of cuts to tighten the radius. The metalwork left a lot to be desired, so Troy cut that lower rear radius out. He then used the lower rear radius from the donor roof. After carefully dicing and welding the radius he had a piece that fit and flowed perfectly in the lower corner. A similar treatment was completed on the upper front radius of the quarter window. With all three corners configured a filler piece from the donor roof connected the pieces, resulting in a very pleasing quarter window shape. Next, the original weld from the first chop was cut out of the rear radius of the roof and a strip of 18-gauge metal filled the void. The corners of the rear window were removed and reshaped corners from the donor roof completed the second chop on the driver side.
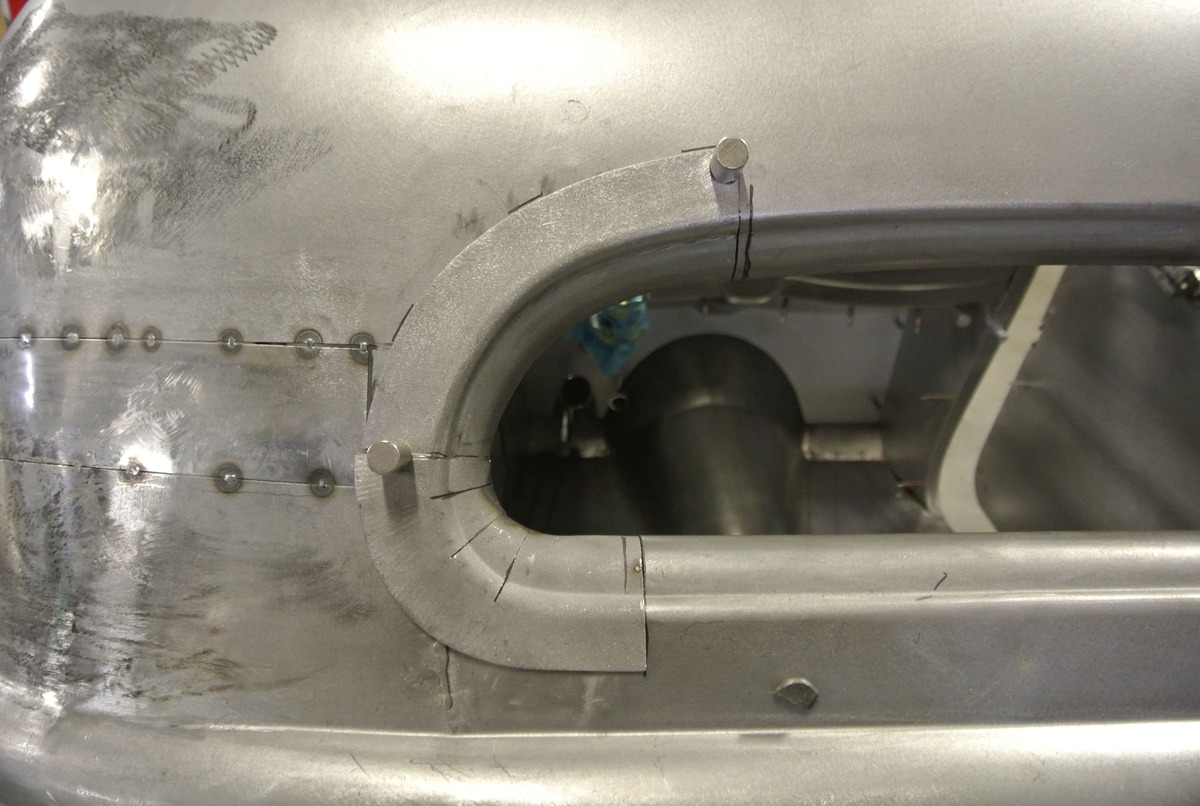
The body reveal behind the quarter window was reworked to flow perfectly. Then a strip was cut out of the roof and replaced. This eliminated the weld from the first chop. The original three vertical cuts were metalworked to complete the contour.A new corner was formed for the back window and joined with the splice piece in the roof. Forming the window radius is critical for a good chop. It is tight but it must flow and not appear pinched in the corners.This view of the top prior to working the welds provides the perfect schematic of the cut lines required to repair the top. Bear in mind these cut lines illustrate the repair of a previously chopped car, not necessarily how to chop a stock coupe. All contours now flow nicely and window shape is excellent.
A similar treatment was completed on the passenger side, although the cuts were different so each piece had to be carefully formed to ensure both quarter windows would be the exact same shape. Templates made from poster board work well for checking window radius from side to side. With the roof fully connected and metalworked, the team at BBT leaded the windshield posts and metalworked all the other welds.
The next trick is making the passenger side exactly the same as the driver side. The metal above the window was removed to reshape the roofline over the window and remove poorly executed “first chop” metalwork.An irregular-shaped panel was cut from the donor roof and carefully trimmed to fit the opening. Careful trimming of the existing roof and the panel from the donor roof resulted in perfect panel fit.The lower rear radius has been altered and metal finished and the new panel is tacked in place. This also repaired the portion of the body reveal behind the quarter window.
Next, a filler panel was formed to fill the roof and carefully welded in place. This panel is a compound curved crown and it is imperative that it flow perfectly into the top. To that end careful welding and some final planishing finished forming the roof insert.
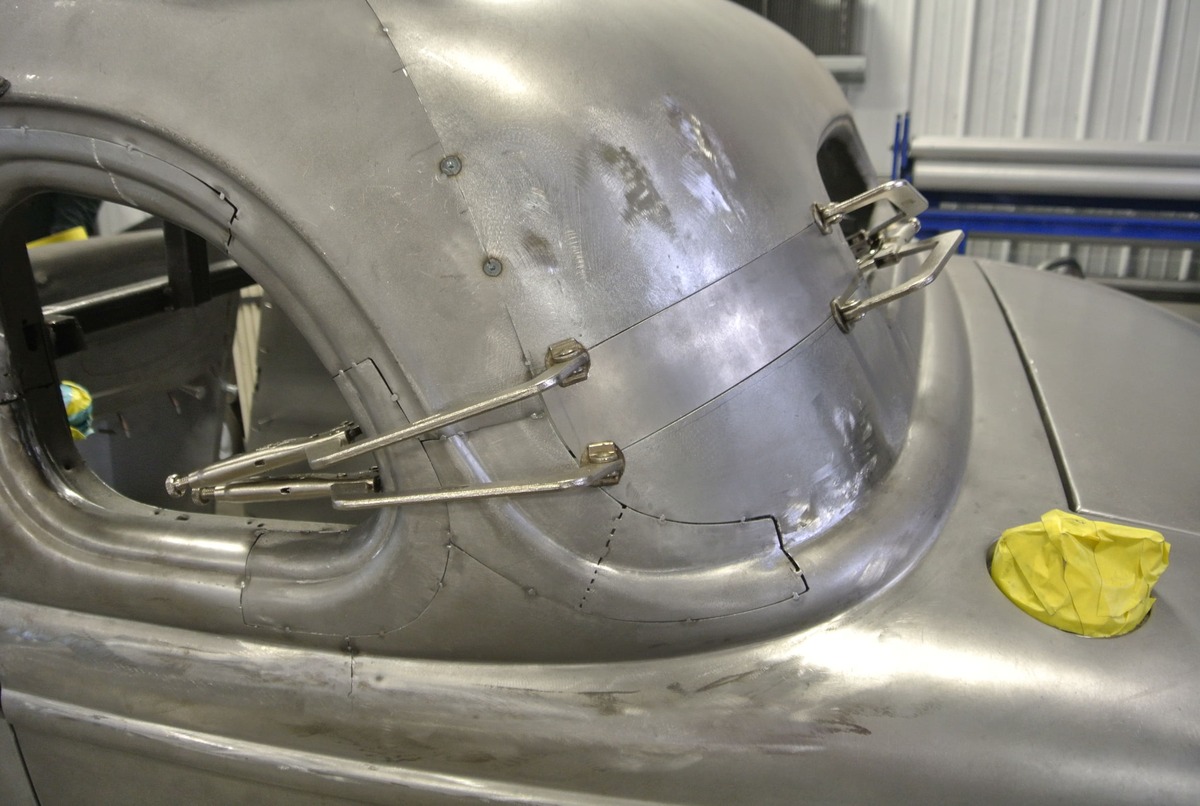
With the top of the door lengthened it is clamped and tack welded in place. The 1933-1934 Ford had a special ventilator feature to the side glass, sometimes referred to as “smoker’s glass.” Initially the window moves rearward, providing a small gap to ventilate the interior before the window is continued to be lowered.After tacking the door pieces together, the door is closed to check body gaps. The overall shape of the window is very pleasing and the reveals align well. A thin strip of metal will be added to the leading edge of the door top to achieve perfect gaps.
The final piece of the puzzle is fitting the door tops to the new shape of the roof. This involved a slight modification to the top front radius and also adding a filler strip in the center of the door top to fill the new, longer opening. Since this was all original sheetmetal the process was simplified since it was basically a first chop. A narrow strip of 18-gauge sheetmetal was fitted to the leading edge of the door tops to provide enough new material to form perfect door gaps. Filling the window opening with 1/8-inch Masonite is a good way to get a visual on the shape of the glass opening and also check to be certain glass will glide up and down in the reshaped doors. The stock interior garnish moldings were cut to fit and the newly “chopped chopped” top was complete. Next team BBT will be fabricating and fitting a three-piece hot rod hood, so stay tuned. MR
Few profiles are more sinister than a chopped 1934 Ford five-window coupe. Coming or going, sitting still, or at full song, it is a profile sure to quicken the pulse.In a previous life this coupe had been chopped but never completed. While the profile was proper, the craftsmanship left a lot to be desired. The first step was to square and crossbrace the body. Lower door gaps are also set now.The A-pillars and the resulting windshield opening required minor tweaking to arrive at a symmetrical opening. The decision to lean the posts back or maintain stock angle is also made now. This chop maintains stock windshield angle.Before the poorly chopped top could be repaired all door gaps are adjusted and the body checked and cross checked to ensure it is not twisted. With the gaps set the final interior body braces are installed.The top of the doors were not cut during the first, incomplete chopping process. Also note the roof above the door does not align with the lowered rear portion of the roof. Major surgery would be required to repair this flaw. A complete donor roof from a second five-window coupe body was used in the process.Not only are the lower door gaps adjusted, the body reveals are also carefully aligned. You’ll notice an entire new doorskin has been fabricated. This replaced a rusty doorskin and is not related to the actual chop repair.Here we can see the amount of repair required to make this a quality chop. The shape of the window is pleasing, but the metalwork is lacking. The donor roof will supply the needed repair pieces.With gaps set and body braced Troy cut out the lower rear radius of the driver-side quarter window. The donor top supplied the lower corner and it was carefully sliced and welded to reshape the radius. The removed piece was beyond saving.The lower rear radius was fit and tack-welded in place. A similar treatment was done on the upper front radius. Finally, a piece of the donor roof followed the drip line of the roof and fit between the two replaced corners to complete the window opening.The body reveal behind the quarter window was reworked to flow perfectly. Then a strip was cut out of the roof and replaced. This eliminated the weld from the first chop. The original three vertical cuts were metalworked to complete the contour.A new corner was formed for the back window and joined with the splice piece in the roof. Forming the window radius is critical for a good chop. It is tight but it must flow and not appear pinched in the corners.This view of the top prior to working the welds provides the perfect schematic of the cut lines required to repair the top. Bear in mind these cut lines illustrate the repair of a previously chopped car, not necessarily how to chop a stock coupe. All contours now flow nicely and window shape is excellent.The next trick is making the passenger side exactly the same as the driver side. The metal above the window was removed to reshape the roofline over the window and remove poorly executed “first chop” metalwork.An irregular-shaped panel was cut from the donor roof and carefully trimmed to fit the opening. Careful trimming of the existing roof and the panel from the donor roof resulted in perfect panel fit.The lower rear radius has been altered and metal finished and the new panel is tacked in place. This also repaired the portion of the body reveal behind the quarter window.Once again it took a uniquely shaped panel to repair the corner of the roof, but in the end it all flows very nicely. Troy is holding the piece he removed during the repair process. The difference in metalwork is apparent.Here we see the cut lines and welds on the passenger side. They are slightly different than the driver side since the panels were formed to repair the first poorly executed chop.The A-pillars were metalworked and then leaded for final shaping. This allows for a perfect taper to be formed on the windshield post. The windshield frame will be cut and shaped to this opening.Here we see the lead finished and ready for primer. The transition from the post to the driprail is just one of the many fluid lines found on a 1934 Ford.Rather than use small patch panels a new lower doorskin will be fabricated. But note the door gaps and body reveals are perfectly aligned prior to fitting the top of the doors back in place.This preliminary test-fit photo was taken before the coupe was re-chopped. Obviously, the top must be completely chopped and finished, then you fit the top of the doors to the new opening.The top of the doors will have to be lengthened. The exact amount will vary with the amount you chop the top, but it generally comes in around the 2-inch range. Tack weld everything until proper fit is achieved, then finish weld.All 1933-1934 Ford coupes have three door hinges. Chopping the top is complicated by the location of the upper hinge. You must maintain that structural portion of the door and the B-pillar, so cuts are generally made below the hinge.With the top of the door lengthened it is clamped and tack welded in place. The 1933-1934 Ford had a special ventilator feature to the side glass, sometimes referred to as “smoker’s glass.” Initially the window moves rearward, providing a small gap to ventilate the interior before the window is continued to be lowered.After tacking the door pieces together, the door is closed to check body gaps. The overall shape of the window is very pleasing and the reveals align well. A thin strip of metal will be added to the leading edge of the door top to achieve perfect gaps.A piece of Masonite is used to test window movement and the door latch is installed to check final fit. All those clamps on top of the door are holding the thin strip of metal required to form perfect gaps between the door and the reshaped roof.The final piece of this re-chop special was filling the roof. The panel must have a crown formed in it so the new insert flows smoothly in all directions. The team at BBT Fabrications formed this panel and then clamped and fit it to the opening. Back in the day it was not uncommon to use a roofskin from a later model car.After carefully tack welding the insert in place and then alternating welds from side-to-side to control heat, the welds were ground smooth. A bit of planishing work with a hand-help pneumatic planishing tool provided the final shape.Repairing a poorly chopped top is more difficult than doing it right the first time, but with patience, skill, and determination it can be done. Looking at Bill Srather’s coupe now you would never suspect the coupe had been chopped twice.
We use cookies to ensure that we give you the best experience on our website. If you continue to use this site we will assume that you are happy with it.