When repairing body sheet metal, little things can be big conveniences. Years ago, I purchased my first assortment of 18-gauge steel weld-in discs from metal master Ron Covell. It’s taken a while—maybe two whiles or more—but lately I’m running low on certain sizes, so I thought I’d best reorder.
Where it used to wear a badge, this OE fender has three unwanted holes. To start, let’s see if we can figure out what size we’ll need from our new Drake’s Discs assortment.
“Is this Professor Hammer?” That’s pretty much the way the telephone call began. When I got around to saying, “This here’s Rotten Rodney,” I was tickled that he actually knew me. As it turns out, Ron Covell reads my stuff, same as I read his, and I’ll keep that as a feather in my cap from here on. Anyway, we had a nice conversation. For reordering, however, Ron Covell suggested that I call Bob Drake, who is now the source for the discs of desire—Drake’s Discs, as they’re known today.
Well, apparently, we’re in need of an oddball size, so let’s go with the next size up. Let’s enlarge our 55 Chevy fender’s holes just slightly, as necessary to accommodate 1/2-inch discs.
So, now that we’re down to the short strokes, in the metalworking phases of our 1955 Chevy second-series build, we’re focused more on little things. For example, you know those three big, heavy, pot-metal badges that ordinarily adorn the hood and fenders of such old trucks? Well, ours are pretty pitted. We know Brothers Truck carries new ones, but our project truck’s owner is usually open for suggestions. Knowing so, we sort of suggested deletion of the big old badges in favor of a cleaner, sleeker look for his cute little truck.
You’ll likely notice some Harbor Freight tools used as we go. For resizing holes we’ve chucked up a sharp, new unibit. Masking tape makes an OK stop sign, but next time, we’ll try a small zip tie instead.
Long story shortened: we purchased a new assortment of Drake’s Discs from Bob Drake Reproductions. As always, they’re a great time-saving shortcut for flush-plugging holes in body sheet metal, no matter your MIG/TIG preferences. If you’re really good, you might gas-hammer-weld yours. Being somewhat hard-of-sight, I usually leave it up to the designated welder, Mrs. Rotten.
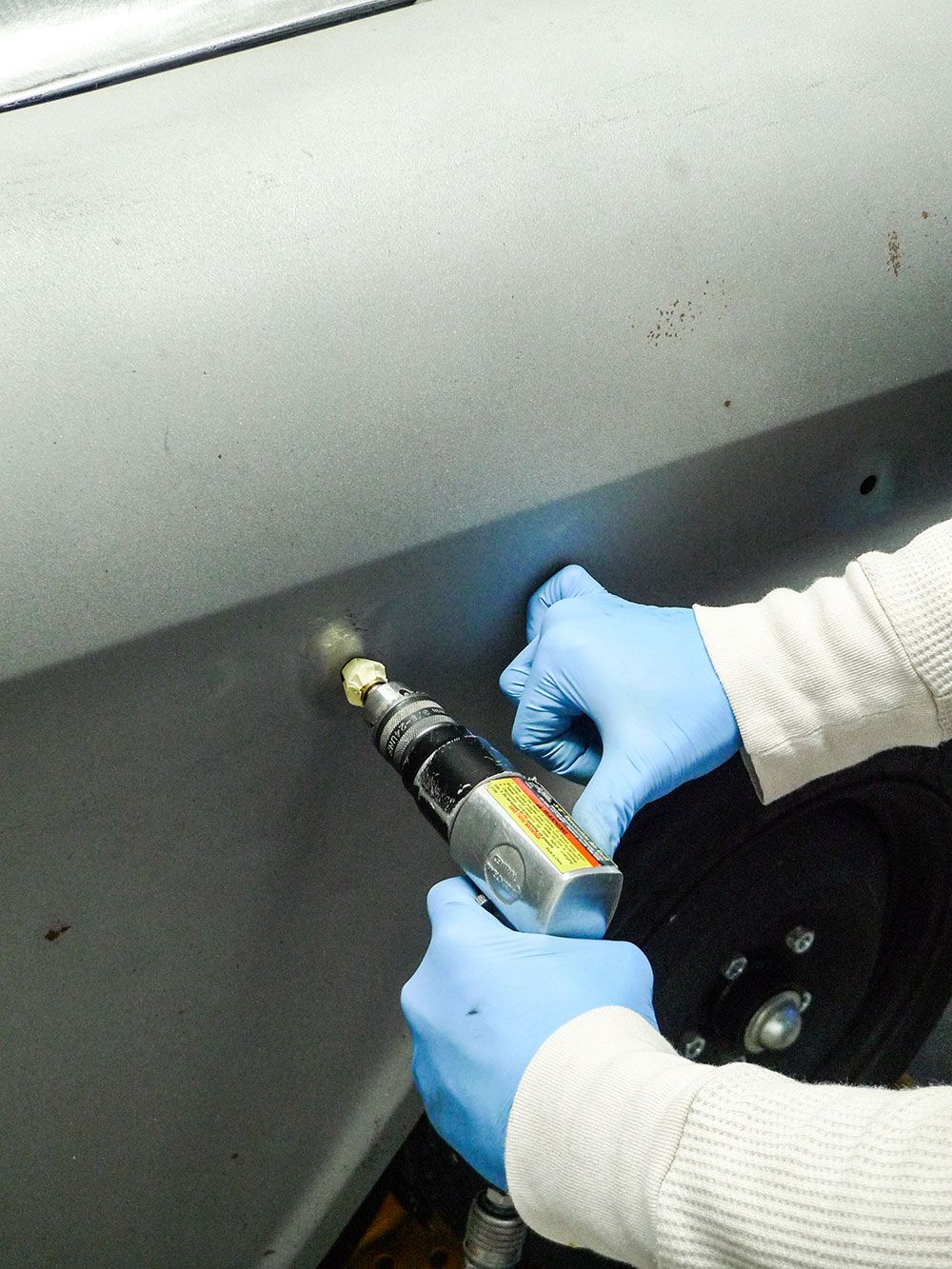
Here’s the part where discs must be located precisely in place and held securely still for welding. If you’re really good, a hammer-on-dolly smack might set discs in place.
First things first, we’ll lose three holes on one fender, which happens to be a repaired original. The other fender is brand new from Brothers Truck. Quite conveniently for us, it came without unwanted holes. The Chevy Pickup’s hood is original equipment with extra holes as well. When we get to the firewall we’ll try to figure out which holes should stay. There we’ll be dealing with holes of different sizes, but that’s OK. We’ve got the full assortment.
Here, the designated welder chooses her trusty MIG machine. Following the first zap, the magnet is removed, as magnets could potentially disrupt our arc (arcus-disruptus).
As sheet metal repairs go, at least around here, this’ll be fairly straightforward stuff. This one’s—mostly—about saving time. On that note, here’s how Drake’s Discs work for us. Since they work for us, they’ll likely work for you, too.
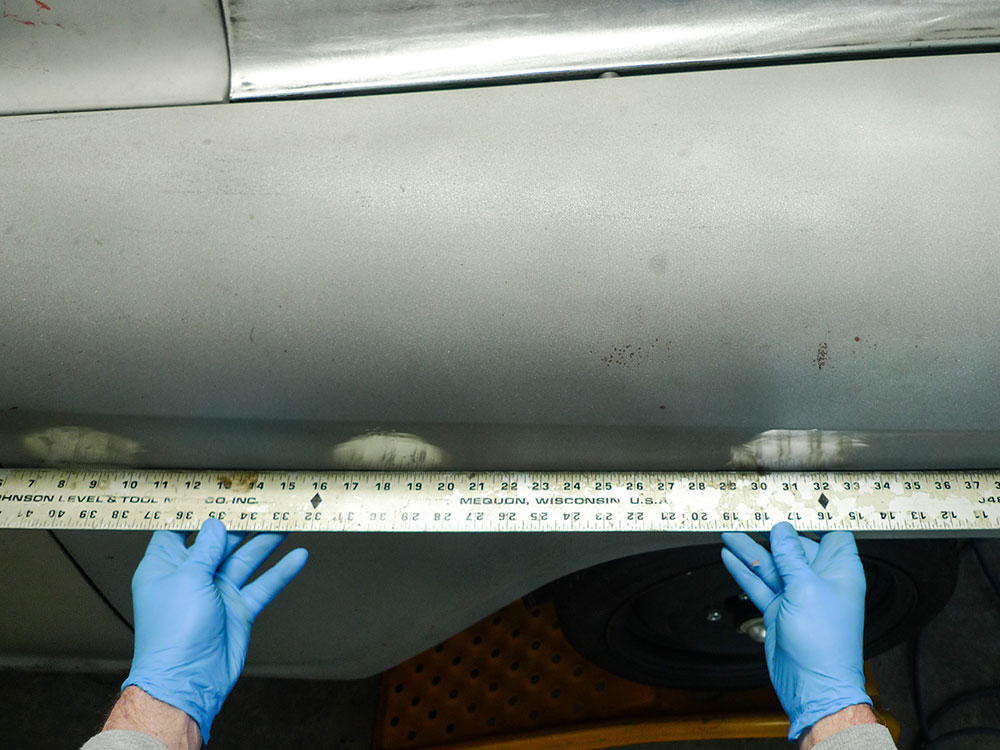
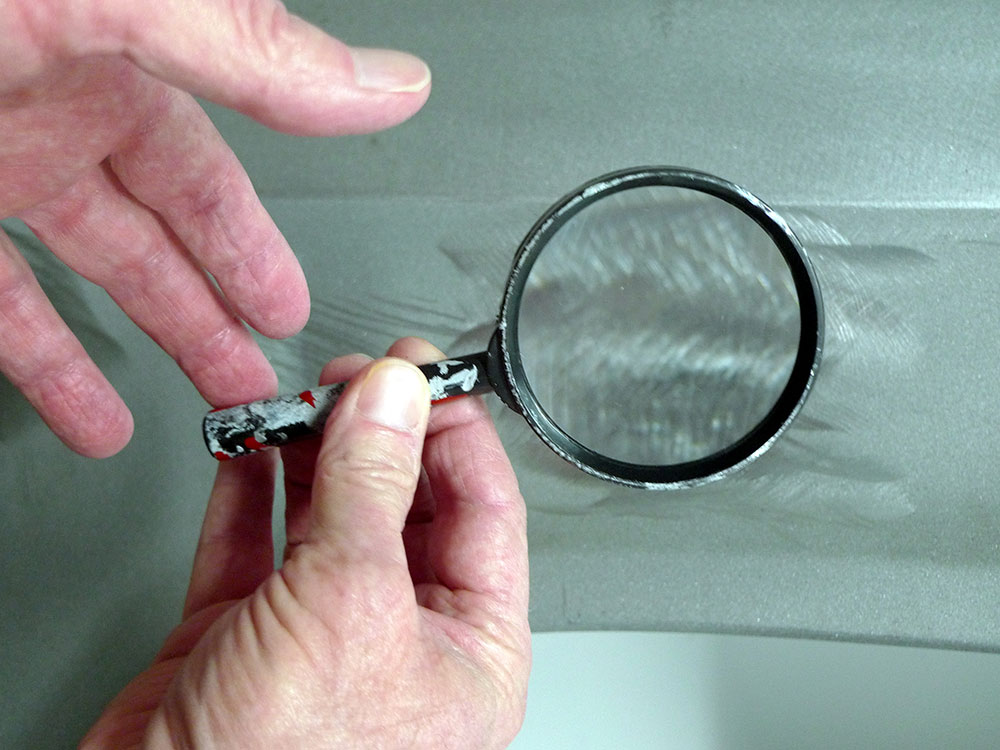
If you’re like us, you might cheat. We have a fleet of fancy welding magnets, but for disc location it’s hard to beat these little hook magnets from Harbor Freight.Here the designated grinder begins with a ridged disc. When knots are leveled we’ll switch to a well-used angle die grinder from a parking lot sale at Harbor Freight.Since we paint here, we don’t oil air tools. Since we don’t oil air tools, we don’t like to over-rev them. This cheater valve is our rev-limiter. One per hose beats one per tool.Back at the parking lot sale, we purchased a small fleet of these tools. To save time we leave them outfitted with different-type discs. This one’s a 3-inch, 40-grit Roloc-type.By now there have been a few more MIG welds for pinholes that we found. Then a bit more grinding and a few file passes. Here our straightedge says we’re doing fine.Just to back that last statement, here’s a closer look. Where a hole used to be, we now have a nice flush fit.So, let’s move along to the hood. Where it once wore a badge, the unwanted holes are smaller. From our Drake’s Discs assortment we’ll use the second-to-smallest size, 3/16.On the hood’s B-side, we’re again using the little hook magnets. And again, they’re removed as quickly as possible, following the first tack zap of the MIG machine.Do you ever get the feeling like you’ve been somewhere before? Well, as before, the MIG knots were ground with the ridged disc, before smoothing with worn 40-grit.The OE hood and fender will require further metalwork. For that we’ll have better access when the truck is disassembled.This side will go much easier, as the new Brothers Truck fender is already ready to pass along to the designated painter.From a frontal impact the hood’s braces were torn loose from their spot welds. We’ve drilled them round. Here a small clamp works well to squeeze Drake’s Discs into place.With only four small holes remaining, we’re nearly home free. But wait, what’s this? “We’re sorry. We’re experiencing technical difficulties.”
Clearing the Air—This Part’s on the Fly
Earlier today we had the big door open. It’s been warm as of late, and wouldn’t you know it, flies came on in. We’re not sure what to call this specific species, but they’re medium-to-large and relentless—the kind that buzz all around our heads when we’re working. Have you ever tried doing your best work in the midst of such unwelcome aerobatics? If so, this part might be of particular interest—to you.
Mrs. Rotten’s gettin’ buzzed, but her helmet is helpful. With four discs to go, she’s focused. Now, with the MIG welder triggered, we’re about to learn something about flies.Flies, with non-closable, compound eyes are especially susceptible to ultraviolet keratitis (arc flash). Here as an example, this pesky pest has floundered to the floor.. For flying insect abatement, conventional methods involving swatters and such can be time-consuming and messy. Next time, create your own no-fly zone. Strike an arc!
Bob Drake Reproductions
(800) 221-3673 bobdrake.com
We use cookies to ensure that we give you the best experience on our website. If you continue to use this site we will assume that you are happy with it.